In this article, you’ll learn what is laser beam machining?, How it works? Explained its parts, working principle with diagram.
And also the advantages and disadvantages of laser beam machining.
What is Laser Beam Machining?
Laser beam machining is a non-conventional machining process, in which a laser is directed toward the workpiece for machining. This process uses thermal energy to remove metal from metallic or nonmetallic surfaces.
The laser is electromagnetic radiation. It produces monochromatic light, which is in the form of an almost collimated beam that can be focussed optically on very small spots of less than 0.002 mm dia.
The ‘LASER‘ word stands for Light Amplification by Stimulated Emission of Radiation.
Read Also: How Knurling Operation done? [Procedure, Types & Uses]
Working Principle of Laser Beam Machining
Let us consider that the atoms of a medium (for example, a ruby crystal rod) are at the ground state. When a quantum of energy from a light source is made to fall on this medium, it causes the absorption of radiation by the atoms of the medium.
This results in an electron of the atoms of the medium jumping to the upper energy level.
The atoms in the upper energy level are then said to be in an excited state. The atom in an excited state immediately begins to drop spontaneously to the metastable (intermediate) state.
From the metastable state, the atom emits a photon at random before it falls to the original energy level. This radiation of photons is known as spontaneous emission, which is extremely rapid.
However, in the presence of the light of the appropriate frequency, stimulated emission will occur in the upper energy level when the atoms will begin to emit, and the chain reaction will occur by causing more to emit. The whole avalanche would dump down together. This is called the lasing action.
Read also: Abrasive Jet Machining: Parts, Working, Advantages & More
Parts of Laser Circuit
The following are the main parts of laser beam machining:
- A pair of mirrors
- A source of energy
- An optical amplifier.
This amplifier is called the laser. To these basic parts must be added a control system and a cooling system. The most important part of the laser apparatus is laser crystal. The commonly used laser crystal is a man-made Ruby consisting of aluminum oxide into which 0.05% chromium has been introduced.
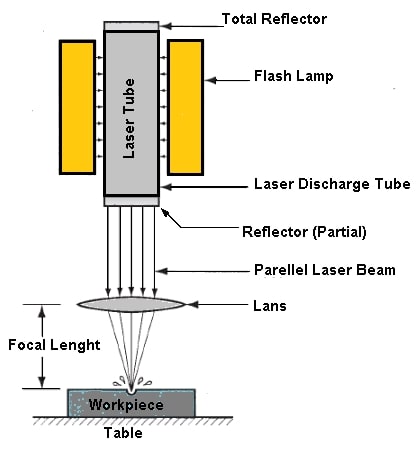
The crystal rods are usually round, and the end surfaces are made reflective by mirrors. The laser material needs a source of energy called a pump. This may be a flash lamp filled with xenon, argon, or krypton gas.
The lamp is placed close to the amplifier or crystal rod inside a highly reflecting cylinder which directs the light from the flash lamp into the rod so that as much energy as possible can be absorbed by the laser material.
The chromium atoms in the ruby are thus excited to high energy levels. The excited atom emits energy (photons) after returning to its normal state. In this way, very high energy is obtained in short pulses. The ruby rod becomes less effective at high temperatures, so it is continuously cooled with water, air, or liquid nitrogen.
Read Also: What are the different types of lathe machine operations?
Working of Laser Beam Machining
In operation, the workpiece to be cut is placed on the aluminum work table (which is resistant to being cut by a laser beam).
The laser head is traversed over the workpiece, and an operator visually inspects the cut while manually adjusting the control panel.
The actual profile is obtained from a linked mechanism, made to copy the master drawing or actual profile, and placed on a nearby bench.
The laser in short pulses has a power output of nearly 10 kw ‘cm of the beam cross-section.
By focusing a laser beam on a spot 1/100 of a square mm in size, the beam can be concentrated in a short flash to a power density of 100,000 kW/cm and energy of several joules lasting for a minute fraction of a second.
For machining short pulses of, say, 100 joules of energy are required. The laser can, therefore, provide enough heat to melt and vaporize any of the known materials.
The mechanism by which a laser beam removes material from the surface being worked includes a mixture of melting and evaporation processes. However, with some materials, the mechanism is pure evaporation.
Read Also: Understand The Working of Jig Boring Machine [Full Guide]
Machining Rate
The laser can be used for cutting as well as for drilling. The material removal rate in LBM is comparatively low and is of the order of 4000 mm/hr.
The cutting is found in the following relationship:
Where,
| P = Laser power incident on the surface, W |
| E = Vaporization energy of the material, W/mm (mm²) |
| A = Area of the laser beam at the focal point, (mm²) |
| t1 = Thickness of material, mm |
| k = constant characteristics of the material and the conversion efficiency of laser energy to the material, mm/min. |
The approximate energy, E needed to raise a volume of metal to its vaporization point is given by:

Where,
| Pg = Density of material, kg/m3 |
| Vg = Volume to be evaporated, m3 |
| Cp = Specific heat, cal/kg K |
| θm = Melting point, K |
| θb = Boiling Point, K |
| θ0 = Ambient tempreture, K |
| Lm = Latent heat of fusion, cal/kg |
| Lv = Latent heat of vaporization, cal/kg |
| np = Efficiency of the process |
Read Also: Types of Grinding Machines and Their Uses [Complete Guide]
Accuracy
What is the accuracy of this machining process?
- The laser is best used for cutting as well as for drilling.
- In order to achieve the best possible results in drilling, it is imperative that the material is located within a tolerance of +0.2 mm of a focal point.
- Accuracy in profile cutting with numerical control or photoelectric tracer is about +0.1 mm.
Application of Laser Beam Machining
- The laser machining process is currently found to be suitable only in exceptional cases like machining very small holes and cutting complex profiles in thin, hard materials like ceramics.
- It is also used in partial cutting or engraving.
- Other applications include steel metal trimming, blanking, and resistor trimming.
- Though LBM is not a mass material removal process, it is possible to use it in mass micro-machining production.
Advantages of Laser Beam Machining
The major advantages of laser beam machining include the following:
- There is direct contact between the tool and the workpiece.
- Machining of any material, including nonmetal, is possible.
- Drilling and cutting of areas not readily accessible are possible.
- The heat-affected zone is small because of the collimated beam.
- Extremely small holes can be machined.
- There is no tool wear.
- Soft materials like rubber and plastics can be machined.
Disadvantages of Laser Beam Machining
One of the main limitations of the laser is that it cannot be used to cut metals that have high heat conductivity or high reflectivity, e.g., Al, Cu, and their alloys. In addition, the process has the following disadvantages :
- Its overall efficiency is extremely low (10 to 15%).
- The process is limited to thin sheets.
- It has a very low material removal rate.
- The machined holes are not round and straight.
- The laser system is quite inefficient since the life of the lash lamp is short.
- The cost is high.
Conclusion:
Laser beam machining is one of the best conventional machinings. Any solid material which can be melted without decomposition can be cut with the laser beam. So that’s it, we have discussed everything about this topic, but still, if you have any doubts or questions, you can ask in the comments.
And also you can join our Facebook community for more engineering knowledge. If you like this article, please share it with your friends.
Subscribe to our newsletter; it’s free:
Thanks for reading.
Read Next:
- Electric Discharge Machining (EDM): Parts, Design, Working Principle, Application and More
- Ultrasonic Machining (USM): Parts, Working Principle, Advantages, Application, and More
References:
Read More about machines: