In this article, you’ll learn different types of welding processes with their working, advantages, disadvantage, applications, and more.
And also, you can download the PDF file of this article at the end of it.
What is Welding?
Welding is a permanent joining process in which two pieces of metal join together to form one piece by heating the metals to their melting points. Additional metal, also called filler metal, is added during the heating process to help bond the two pieces together.

In general, it is a process in which two metal pieces similar (or) dissimilar may be joined by heating them to a temperature high enough to fuse the metals with (or) without the application of pressure and with (or) without the aid of filler material.
Welding Machine
A welding machine is used to create the heat and apply the filler metal. The filler metal is supplied to form the joint, either from the electrode itself (or) by filler material. The temperature of the heat produced is of the order of 6000° to 7000°c. So, let’s discuss the different types of welding processes and how they are used in Industries.
Read Also: How Does UnderWater Welding Works? and Types of Underwater Welding
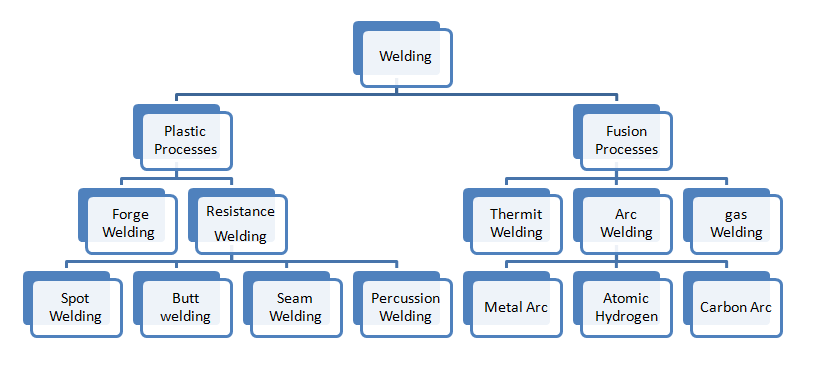
Types of Welding Processes
The following are types of welding processes according to the method of heat generated:
- MIG welding
- TIG welding
- Stick welding
- Flux cord arc welding
- Plasma Arc welding
- Electron beam welding
- Laser beam welding
- Gas welding
- Automic hydrogen welding
- Electroslag welding
#1 MIG Welding
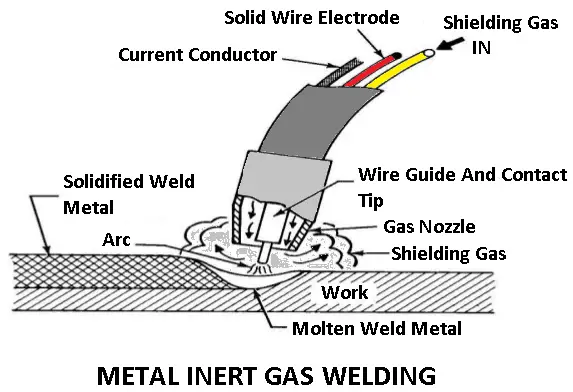
MIG welding holds for metal inert gas welding. This MIG welding process is also identified as gas metal arc welding (GMAW), which you can also call wire welding.
In this types of welding, a thin wire works as the electrode, which is fed from a spool attached to a gun through a flexible tube and comes out of the nozzle on the welding gun or torch. The wire is fed continuously when the trigger is pulled on the welding gun.
#2 TIG Welding
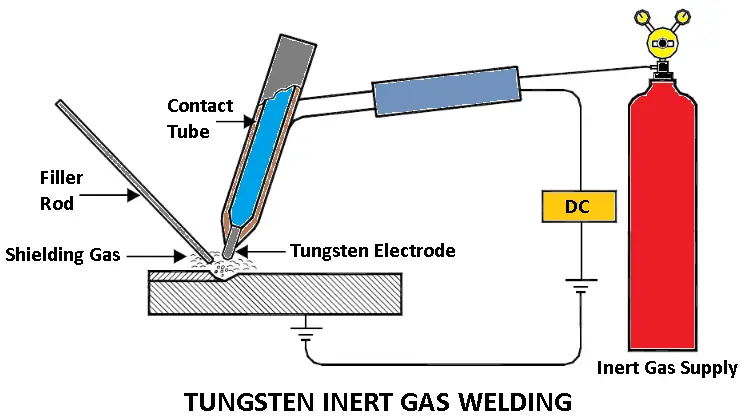
TIG welding stands for tungsten inert gas arc welding, from the American welding society, it is also identified as (GTAW). This welding process is likewise called gas welding.
TIG welding employs a tungsten electrode because tungsten has a high melting point. When we take the tig weld electrode gets hot, but it doesn’t melt we say that is a non-consumable electrode. Non-consumable electrodes do not mean that it does not last forever, but it does not melt and becomes part of the weld.
#3 Shielded Metal Arc Welding (SMAW)
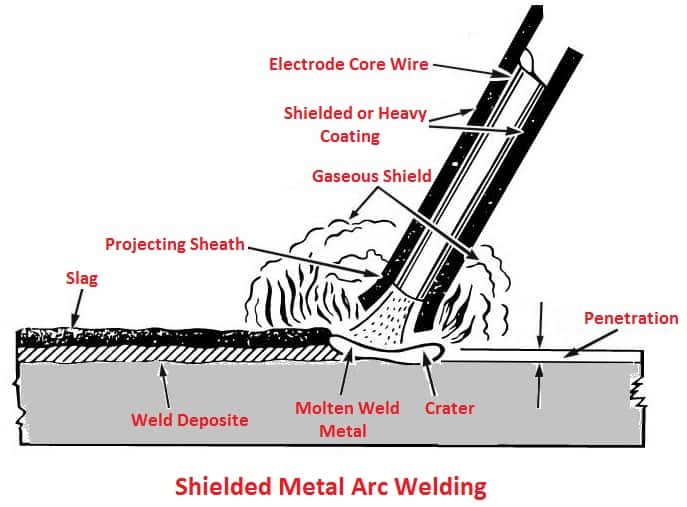
It is also identified as hand-operated metal arc welding, flux-shielded arc welding, or stick welding. In this type of welding process, in which the arc is struck between the metal rod or electrode (flux coated) and the workpiece, the surface of both the rod and the workpiece melt to create a weld pool.
The simultaneous melting of the flux coating on the welding rod will produce gas and slag, which shields the weld joint from the environment. Shielded metal arc welding is a process ideal for joining ferrous and non-ferrous materials with the thickness of the material at all positions.
#4 Flux Cored Arc Welding (FCAW)
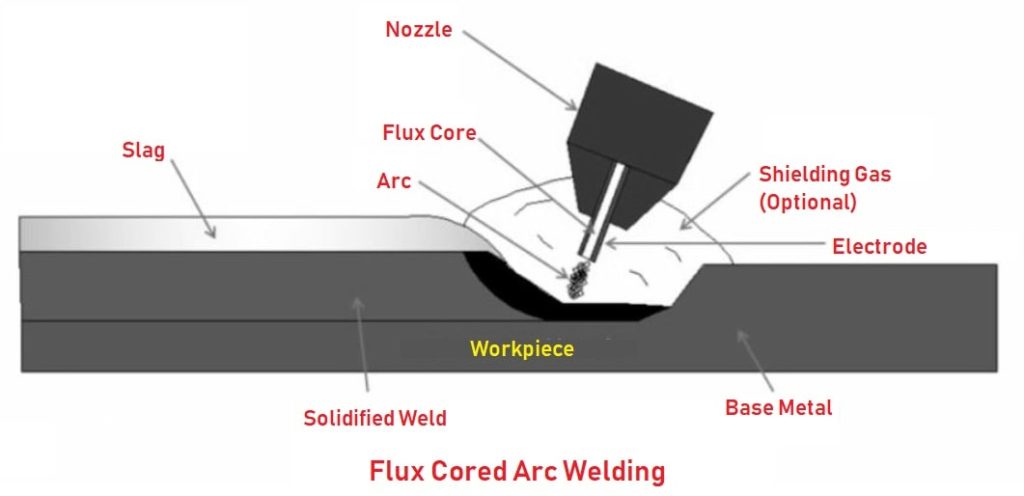
This type of welding is almost similar to MIG welding. In fact, MIG welders can often perform flux-cored arc welding. In this welding, the wire has a core of flux that forms a gas shield around the weld. This reduces the demand for external gas supply.
FCAW is better suited for rough, heavy metals because it is a high-heat welding process. It is usually used for heavy equipment repair for this purpose. It is a process that does not produce too much waste. Because there is no need for external gas, it also costs less.
#5 Plasma Arc Welding (PAW)
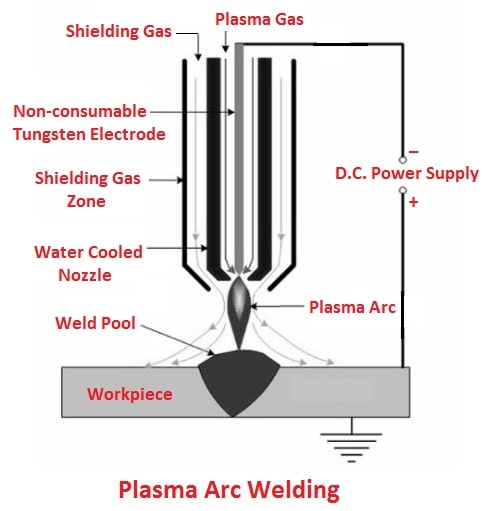
Plasma arc welding (PAW) is an arc welding process utilizing heat generated by a compressed arc between a tungsten non-consumable electrode and workpiece (transferred arc process) or water-cooled constricting nozzle (non-transferred arc process).
The plasma is a gaseous mix-up of positive ions, electrons, and neutral gas molecules. The transferred arc process creates plasma jets of high energy density and can be used for high-speed welding and cutting ceramics, copper alloys, steels, aluminum, nickel alloys, and titanium alloys.
Read Also: 16 Common Types of Welding Defects [Causes and Remedies]
#6 Electron Beam Welding (EBW)
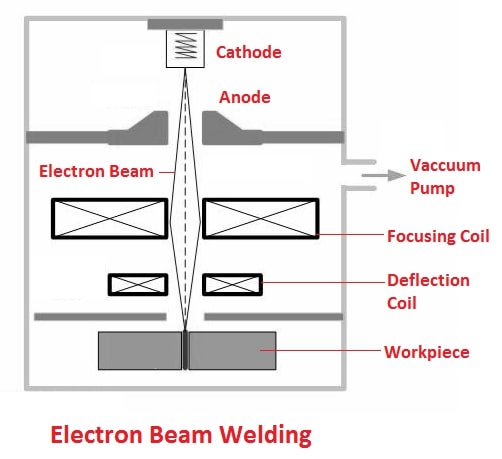
Electron beam welding is a welding process that applies the heat created by a beam of high-energy electrons. The electrons hit the workpiece, and their kinetic energy is converted into thermal energy, heating the metal so that the edges of the workpiece can be connected and a weld is formed after freezing.
EBM is also a liquid state welding process. The metal-to-metal joint is made in a liquid or molten state. It is also described as a welding process because it accepts electron’s kinetic energy to join two metal workpieces.
#7 Laser Beam Welding (LBW)
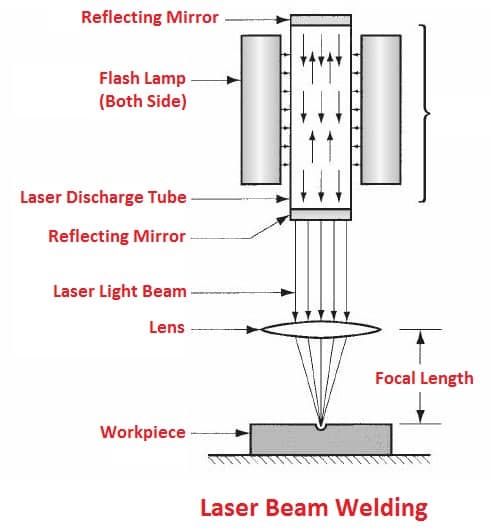
Laser Beam Welding (LBW) is a welding process in which heat is formed by a high-energy laser beam targeted on the workpiece. The laser beam heats and melts the ends of the workpiece, making a joint.
In laser welding (LBM), the joint is formed as a sequence of overlapped spot welds or as a continuous weld. Laser welding is employed in the electronics, communications, and aerospace industries, to manufacture medical and scientific equipment incorporating small components.
#8 Gas Welding
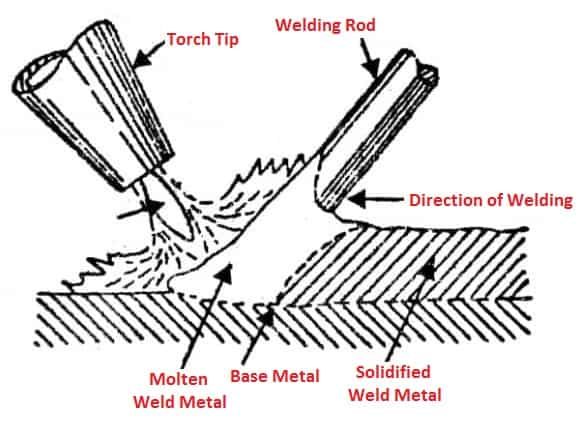
Gas welding is performed by melting the sides or surfaces connected by gas flame and providing the molten metal to flow together, thus creating a solid continuous joint upon cooling.
Oxygen-acetylene mixtures are used much more often than others and hold a prominent position in the welding industry. The temperature of the oxy-acetylene flame in its hottest area is about 3200°C, while the temperature reached in the oxy-hydrogen flame is about 1900°C.
Read Also: What are the Different Types of Wrenches? How To Use? [Full Guide]
#9 Atomic Hydrogen Welding
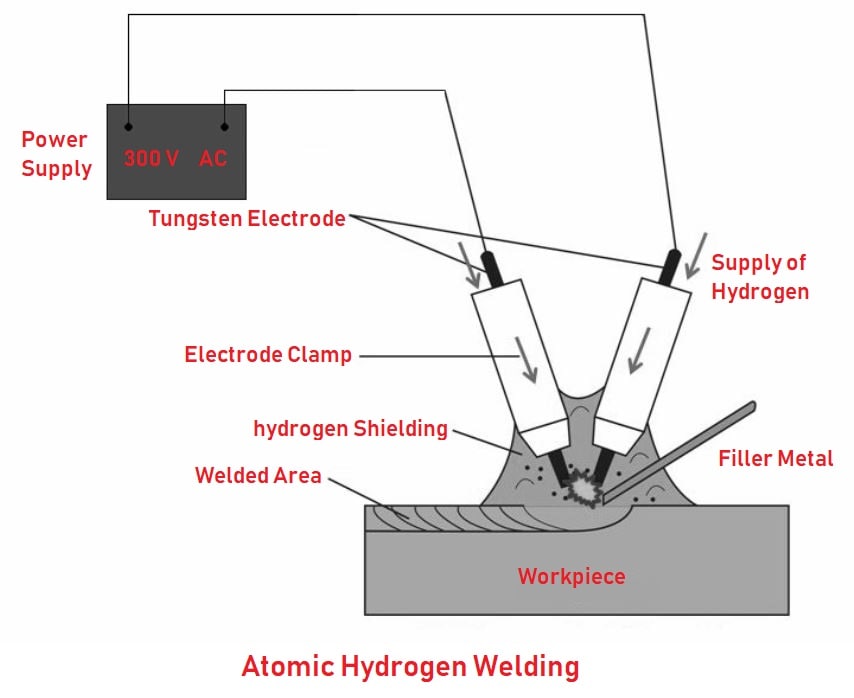
Atomic hydrogen welding is a highly high-temperature form known as arc-atomic welding. This type of welding requires using hydrogen gas to shield two electrodes formed of tungsten. It can reach temperatures above an acetylene torch and be done with or without filler metal.
#10 Electroslag Welding
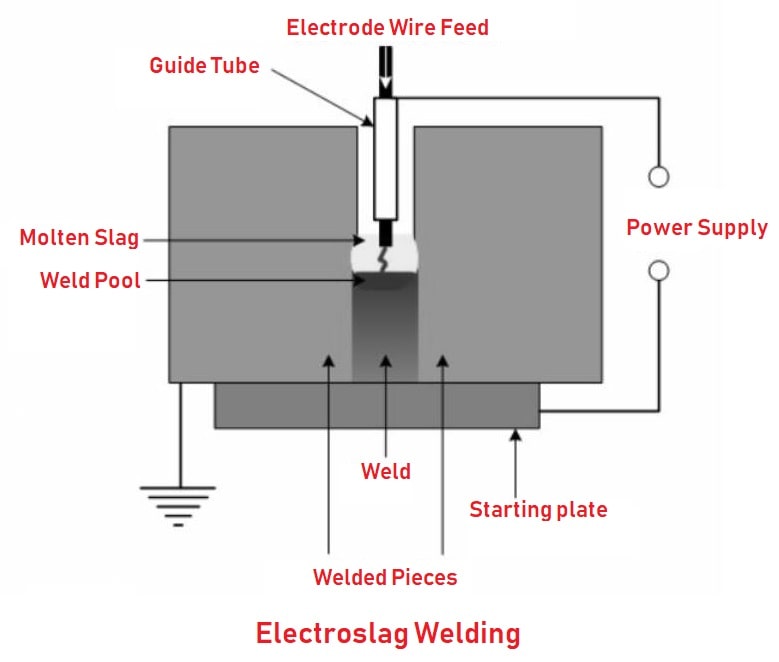
It is an advanced welding process that is used to connect the thin ends of two metal pieces vertically together. Instead of the weld being used to the outside of a joint, it will take place between the ends of the two pieces.
A copper electrode wire is fed through a metal guide tube that will act as a filler metal. When power is added, the arc is produced, and a weld is started below the seam and moved up slowly, creating a weld in place of the seam.
Read Also: What are the Different Types of Welding Joints? (Explained in Detail)
#11 Resistance Welding
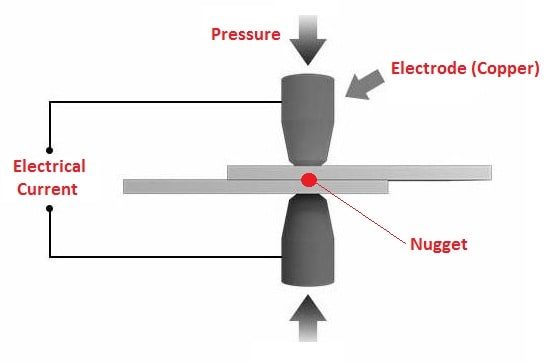
Resistance welding is the process of joining metal in which pressure and current are passed over a long period through the metal area to be joined. It is known to be an efficient welding process as it is pollution free with minimum power consumption.
It uses two electrodes in spot welding, where the tip of the electrode produces heat and fusion when cooled. The main advantage of resistance welding is that no other material is required to form the bond, which makes the process highly cost-effective.
#12 Thermit Welding
Thermit welding uses heat from an exothermic reaction to produce cohesion between two metals. Excessive heat melts the metal and exerts it on the required joint surfaces, and the liquid metal solidifies upon cooling to form a solid welding joint.
It is a simple method that mixes similar and dissimilar metals. This welding process does not require a power supply, only heating the thermite to 1300 °C. It connects rail roads, pipes, and thick steel sections.
Read Also: Different Types of Screwdrivers with Their Uses [Full Guide]
Advantages of Welding Process
- A good weld will be stronger than the parent or base metal.
- Faster process compared to riveting and casting.
- Complete rigid joints can be provided with the welding process.
- Applicable to all metals and alloys.
- Complex shapes can be produced by welding.
- Welding equipment is portable and can be easily maintained.
- No noise is produced during the welding process, as in the case of riveting.
- The welding process requires less workspace in comparison to riveting.
- Any space of the joint can be made with ease.
Disadvantages of Welding Process
- Gives out harmful radiation, and fumes, and spotless (a sudden sprinkle of spark).
- Welded joints are more breakable, so their fatigue strength is less than the members joined.
- This results in distortion and induces internal stresses.
- It needs specific jigs and fixtures to hold metals properly.
- Skilled workers and electricity are needed for welding.
- The inspection of welding work is more complex and costlier than the riveting work.
Applications of Welding
The application of welding is so different and significant that it would be no exaggeration to say that there is no metal industry and no branch of engineering that does not use welding in one form or another, namely the automobile industry, ships, aerospace, and construction. It is majorly used for fabrication.
Some of the applications are:
- Shipbuilding
- Railway coaches
- Automobile chassis and bodybuilding
- Earthmover bodies
- Window shutters
- Doors, gates
- All types of fabrication work.
Wrapping It Up
As you know, welding is a strong joining process in which two metal parts join together to form one part by heating the metals to their melting points. Some types of welding are made by machines and need costly specialized equipment. Welding is a faster method related to riveting and casting.
I hope that we have cleared all your doubts about Welding Process. If you still have any doubts about the “Types of Welding” you can contact us or ask in the comments. That’s it, thanks for reading. If you like our article, then please share it with your friends.
Download PDF of this article
Subscribe to our newsletter to get notifications of our new posts.
You might like to read more on our blog:
Very useful i like..but please help me with PDF
The PDF file has been sent to your inbox.
Send me. Pdf sir
The PDF file has been sent to your inbox.
best
Thank you.
Hi, Dear Saif M,
the container within page is very informative, i hope to have throughly look in pdf, thanks for your sharing
You’re welcome. The PDF file has been sent to your inbox.
thanks for the article – it is very useful.
You’re welcome. Keep visiting.
Please I need the PDF file
The PDF file has been sent to your inbox.
This one is explained well.
Thank you so much Engr.,
You’re welcome. Keep visiting.
please send this document
Sure!
This is the great piece of information, Thank you so much for sharing the tips are really helpful.
You’re welcome 🙂
That article is so informative, kindly share the pdf.
The PDF file has been sent to your inbox.