Hello readers! In this post, we’ll discuss the different types of casting process and their uses using illustrations.
As industrial demands and applications grow, so does the demand for complex and high-quality products. Thankfully, there are types of casting process that can create complex and precise products for a range of uses and customer requirements.
Understanding the benefits and drawbacks of these casting techniques will help you choose the best method for your manufacturing needs. So without delaying more, let’s understand a brief overview of the different types of casting process with their advantages and disadvantages.
What is Casting Process?
The casting process is the oldest and most popular method of manufacturing means of designing the desired shapes. It is the first step in manufacturing most products.
Casting is made from any type of metal that can be melted and have any shape the designer desires. The castings can produce sizes ranging from a few mm to several meters. Casting can weigh from a few grams to tons.

Products with very complex shapes, hollow sections, complex internal cavities, and irregularly curved surfaces made of metals that are difficult to machine can be easily produced by the casting process.
Read also: Heat treatment of steel Why It Is Important Factor In Manufacturing
Many casting processes are available, and the choice of a process for producing particular parts depends on such factors as production cost, production rate, size, shape, and surface finish. The casting processes differ from each other basically in the type of material used for the preparation of the mold and the method of pouring the molten material.
The mold material is generally sand or metal, and the pouring method may use gravity, vacuum, or low or high pressure. Casting is most often used for making complex shapes that would be difficult or uneconomical to make by other methods.
The modern casting process is divided into two main categories:
- Expendable
- Non-expendable casting.
In expendable casting, it includes sand casting, shell casting, plaster mold casting, investment casting, and evaporative-pattern casting.
In non-expendable casting, it includes permanent mold casting, dies casting, semi-solid metal casting, centrifugal casting, and continuous casting.
Read Also: Cast Iron: properties, Effects of Impurities, Types
Classification of Casting Process
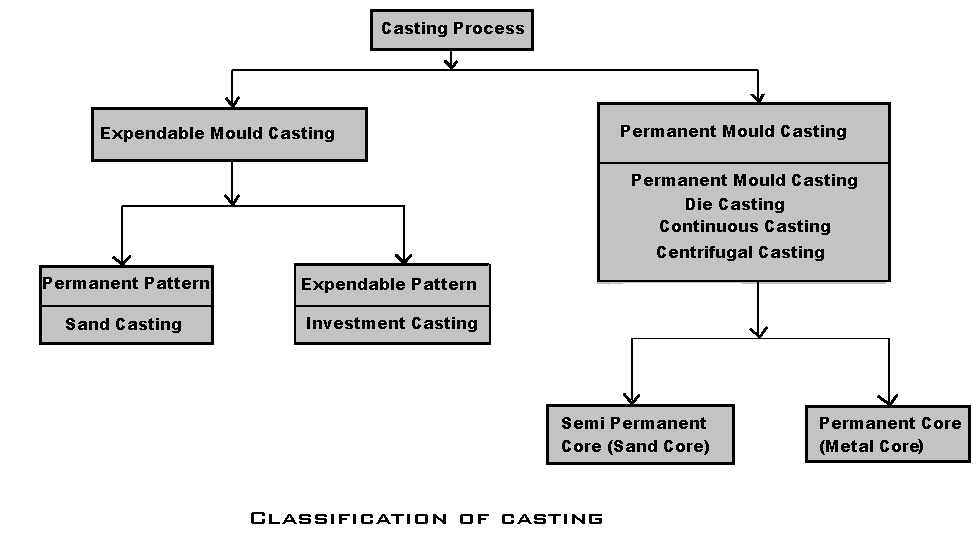
- The modern casting process is subdivided into two main categories: expendable and non-expendable (Permanent) casting.
- When the mold is used for single casting, it is made of sand. Such molds are called expandable molds since they are destroyed while made out of casting.
- These are used for the production of smaller quantities.
- When the mold is used repeatedly, it is made of metal or graphite and is called a permanent mold.
Don’t Miss: Understand Different Types of Unconventional Machining Processes
Types of Metal Casting Process
Following are the different types of casting process used for large-scale production:
- Sand casting
- Investment casting
- Permanent mold casting
- Die casting
- Gravity die casting
- Plaster casting
- Centrifugal casting
- Lost foam casting
- Vacuum casting
- Squeezing casting
- Continuous casting
- Shell molding
- Ceramic mold casting
- Metal mold casting
- Clay mold casting
#1 Sand Casting
It is the most extensively and widely used types of casting process. This is an expendable mold-permanent pattern casting process. The sand casting process involves using a furnace, metal, pattern, and sand mold.
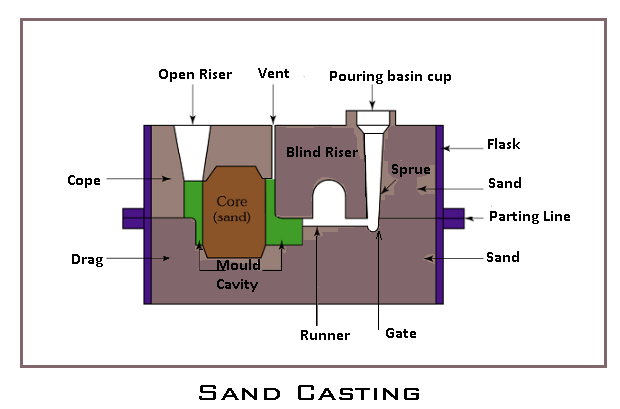
Hand ramming of sand around the pattern is used for simple casting. For complicated castings, the sand mixture is compacted by molding machines. Molding machines not only increase the production cost but also improve the casting quality by enhancing the application and distribution of forces for ramming.
It can be used for all types of metals, but the surface finish and dimensional accuracy are not good compared with other casting processes. It is the most economical production process.
Advantages
- It has relatively low production costs, especially when producing in small quantities.
- This method makes it simple to fabricate large components.
- This process enables the casting of both ferrous and non-ferrous alloys.
- It is capable of recycling.
- It can process metals with high melting points, like steel and titanium.
Disadvantages
- Compared to alternative methods, it is less accurate.
- Using this method for products with established size and weight specifications is challenging.
- Products produced by this process have a rough surface finish.
#2 Investment Casting
n this method, a wax pattern is combined with refractory material and a binding agent to create a disposable ceramic mold, which is then filled with molten metal to create metal castings. Investment casting is also referred to as lost-wax casting.
Investment casting is an expensive and labor-intensive process used to produce gears, bicycle trunks, moto discs, and blasting machine spare parts. Typically, investment casting is used to create complexly shaped components with thinner walls and tighter tolerances.
Advantages
- It can create components with thin walls, greater complexity, and excellent surface quality.
- Investment casting eliminates the need for post-casting machining.
- It can cast difficult-to-melt alloys like stainless steel, thin steel, etc.
- This process enables castings with 90-degree angles because the shell mold breaks away.
- It produces goods with high dimensional accuracy.
Disadvantages
- There is a longer production cycle.
- Its mold manufacturing costs are higher.
- Each casting cycle requires a new die to create wax patterns.
#3 Permanent Mold Casting
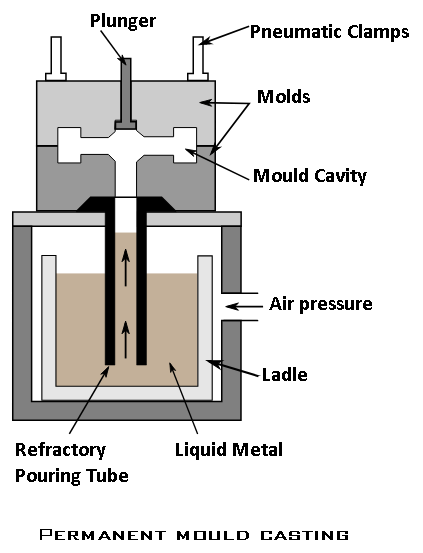
Permanent mold casting is a method of casting metal that makes use of reusable molds, which are frequently made of metal. Permanent mold casting is commonly called gravity die casting because the molten metal is poured into the die rather than forcibly injected.
Typically, permanent mold casting produces simple, small metal parts with uniform wall thicknesses in high quantities. In this process, non-ferrous metals, such as copper alloys, magnesium alloys, and aluminum alloys, are frequently used.
Products like gears, splines, wheels, gear housings, pipe fittings, fuel injection housings, and automotive engine pistons are frequently made using this process.
Advantages
- With this process, the products will have a good surface finish.
- It produces accurate dimensions.
- The production rate of the process is high.
Disadvantages
- Its mold cost is high.
- It is only suitable for mass production.
- It’s only appropriate for casting simple shapes.
- Only metals with low melting points can be processed using this method.
You might like: Understand The Different Types of Cutting Tools & Their Uses
#4 Die Casting
Die casting is a very commonly used type of permanent mold casting process. It is used for the production of many components of home appliances like stoves, fans, motors, toys, etc.
The surface finish and tolerance of die-cast parts are so good that there is almost no post-processing required. Die casting molds are expensive and require a significant lead time to fabricate; they are commonly called dies.
There are two common types of die casting:
- Hot chamber die-casting
- Cold-chamber die casting.
4.1 Hot Chamber Die Casting Process
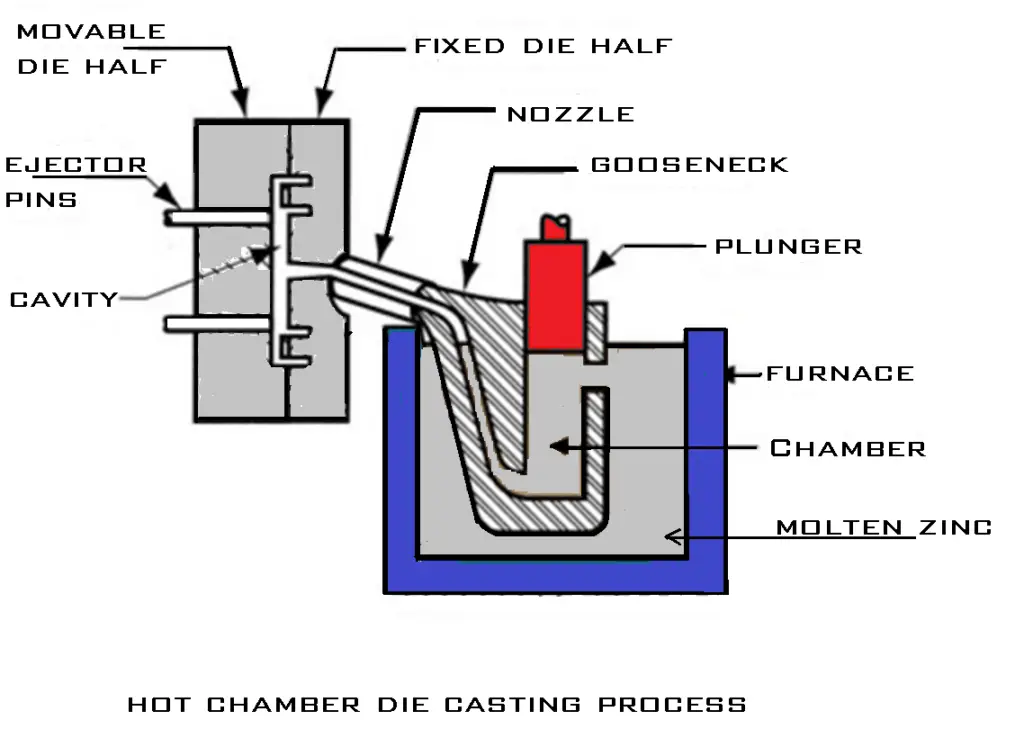
In a hot chamber process (used for zinc alloys magnesium) the pressure chamber connected to the die cavity is filled permanently with the molten metal.
The basic cycle of operation is as follows:
- Die is closed and gooseneck cylinder is filled with molten metal.
- The plunger pushes molten metal through gooseneck passage and nozzle and into the die cavity: metal is held under pressure until it solidifies.
- Die opens and cores, if any, are retracted; casting stays in ejector die; plunger returns, pulling molten metal back through nozzle and gooseneck.
- Ejector pins push casting out of ejector die. As the plunger uncovers the inlet hole, molten metal refills the gooseneck cylinder.
The hot chamber process is used for metal that (a) have low melting points and (b) do not alloy with die material, steel; common examples are tin, zinc, and lead.
4.2 Cold Chamber Die Casting Process
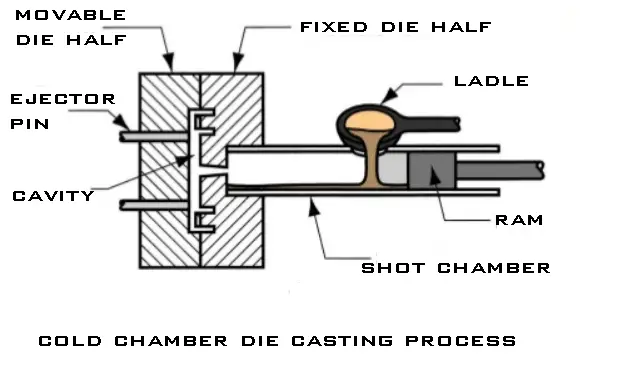
In a cold chamber process, the molten metal is poured into the cold chamber in each cycle. The operating cycle is
- Die is closed, and molten metal is ladled into the cold chamber cylinder.
- The plunger pushes molten metal into the die cavity; the metal is held under high pressure until it solidifies.
- Die opens, and the plunger follows to push the solidified slug from the cylinder. If there are cores, they are retracted away.
- Ejector pins push casting off ejector die and plunger returns to the original position.
This process is particularly useful for high melting point metals such as Aluminum, and Copper (and their alloys).
Advantages of die casting
- Excellent surface finish.
- Excellent dimensional accuracy.
- High production rate.
- Complex shapes can be cast.
- Little or no finishing cost.
Disadvantages or limitations of die casting
- The high cost of the die.
- Limited to the casting of non-ferrous metals.
- Limitation on part size.
#5 Gravity Die Casting
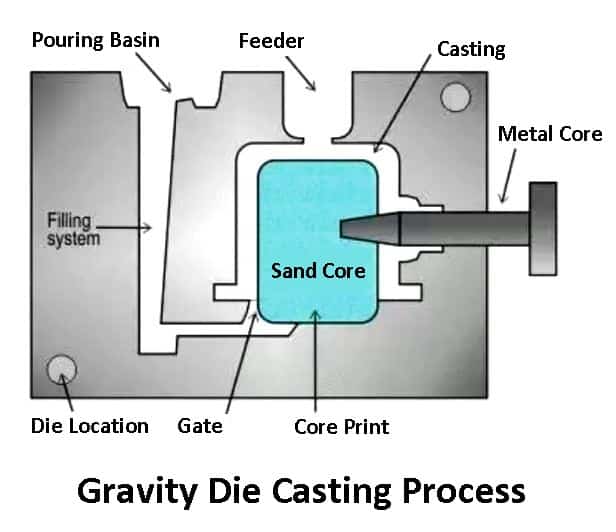
These casting processes involve using gravity to pour liquid metal into a metal mold, which is then cooled and solidified to create the casting. Permanent mold casting is another name for gravity die casting. This casting can create various components, including wheels, engine pistons, pipe fittings, gear housing, and gears.
Lead, zinc, aluminum, and magnesium alloys, as well as certain bronzes and cast iron, are commonly used in this casting process. Yet, compared to sand casting, this process has a higher casting rate. However, the price is somewhat higher because the metal molds are expensive.
Advantages
- Because of the quick solidification, it gives products a better surface quality.
- The casting products are extremely precise and have very little tolerance.
- Reusable molds save time and increase productivity, lowering production costs.
- The products have superior mechanical properties.
Disadvantages
- It is challenging to cast complex objects with this method.
- This mold’s production costs are higher.
- The casting’s ejection mechanism can occasionally leave a dent in the final product.
#6 Plaster Casting
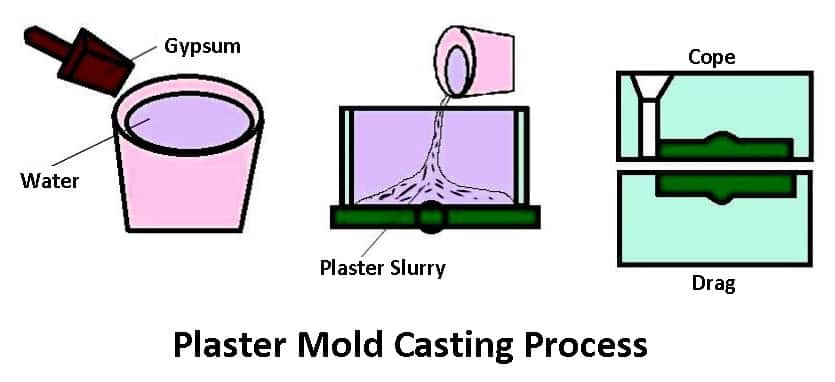
Plaster casting is similar to sand casting, except the mold is made of a material known as “Plaster of Paris.” Due to plaster’s low thermal conductivity and heat capacity, the metal cools more slowly than sand, which helps with high accuracy, especially for thin cross-section parts.
However, this process is not appropriate for high-temperature ferrous materials. The plaster mold casting process is particularly effective at producing small castings of 30 grams and large castings of 45 kilograms.
Advantages
- This produces a smooth surface finish.
- Compared to sand casting, it has higher dimensional accuracy.
- It can cast complex patterns with thin walls.
Disadvantages
- This procedure is typically more costly than most casting operations.
- It mainly works with copper- and aluminum-based alloys.
- The plaster molding material might need to be replaced frequently.
- It’s not appropriate for high melting-point materials.
You might like: What Are The Common Types of Casting Defects?
#7 Centrifugal Casting
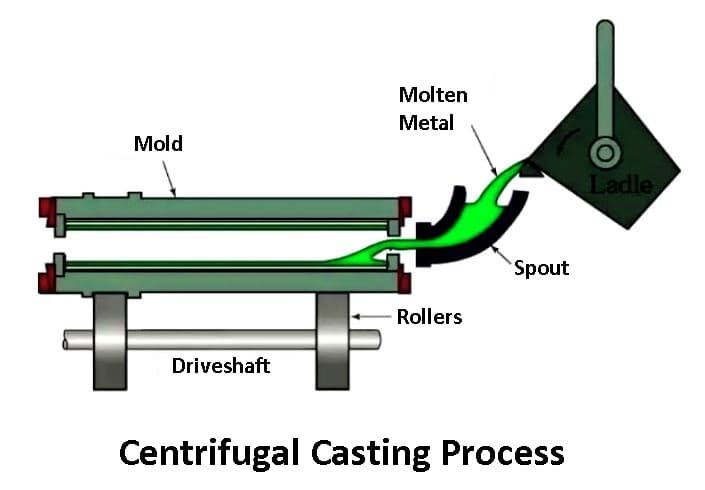
With this casting technique, molten metal is poured into a rotating mold, and centrifugal force causes the mold to fill and solidify. In these types of casting process, molten metal is poured into a heated spinning die.
The high-pressure molten metal is spread throughout the die with the help of centrifugal forces. Typically, rotational shapes like cylinders are produced by centrifugal casting. Particularly components include cylinder liners, piston rings, clutch plates, and bush bearings.
Additionally, pouring the metal into the center of the mold reduces errors like blow holes, shrinkage, and gas pockets. But not all metal alloys can use it.
There are three types of centrifugal casting: vertical centrifugal casting, semi-centrifugal casting, and true centrifugal casting.
- Semi-centrifugal Casting: Unlike true centrifugal casting, semi-centrifugal casting uses a sprue to fill the mold.
- True Centrifugal Casting: However, due to the constant rotation, molten metal sticks to the sides in true centrifugal casting.
- Vertical Centrifugal Casting: On the other hand, vertical centrifugal casting uses directional molding and the same procedure as true centrifugal casting, as the name implies.
Advantages
- It has increased process yields and decreased waste.
- There are almost no defects and a high density in this process.
- The method helps produce composite metal castings for the barrel and sleeve.
- There is no need for gates and risers.
Disadvantages
- High investments are needed for centrifugal casting.
- The process demands skilled labor.
- This casting process makes it simple to create specific shapes.
#8 Lost Foam Casting
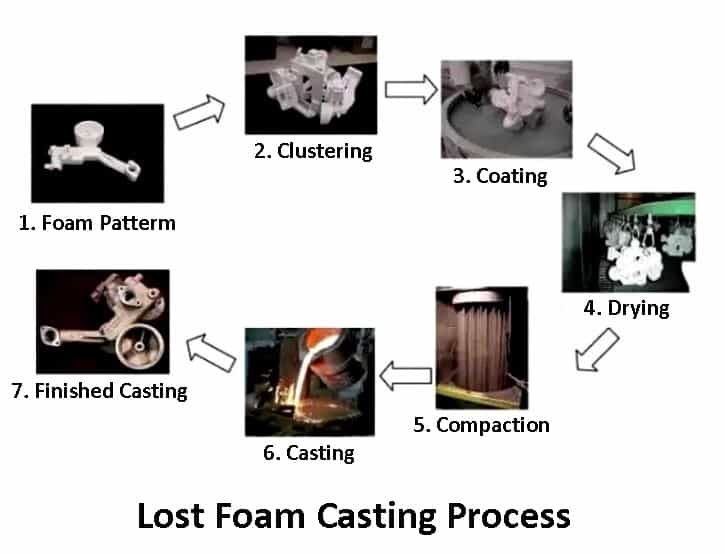
These types of casting processes are comparable to investment casting, except that the pattern is made of foam rather than wax. After creating the pattern, it is coated with a refractory ceramic by dipping, coating, spraying, or brushing. The finished product is then formed by pouring the molten metal into the mold.
Various materials, including alloy steel, carbon steel, alloy cast iron, ferrous alloy, etc., can be used with this casting method. The lost-foam casting process is particularly used to produce objects like pump housing, fire hydrants, valves, and fittings.
Advantages
- It allows for flexible design and has high precision.
- It is affordable for large-scale production.
- It produces cleanly.
Disadvantages
- When produced in small quantities, it has high pattern costs.
- The pattern is distorted or damaged when the strength is low.
#9 Vacuum Casting
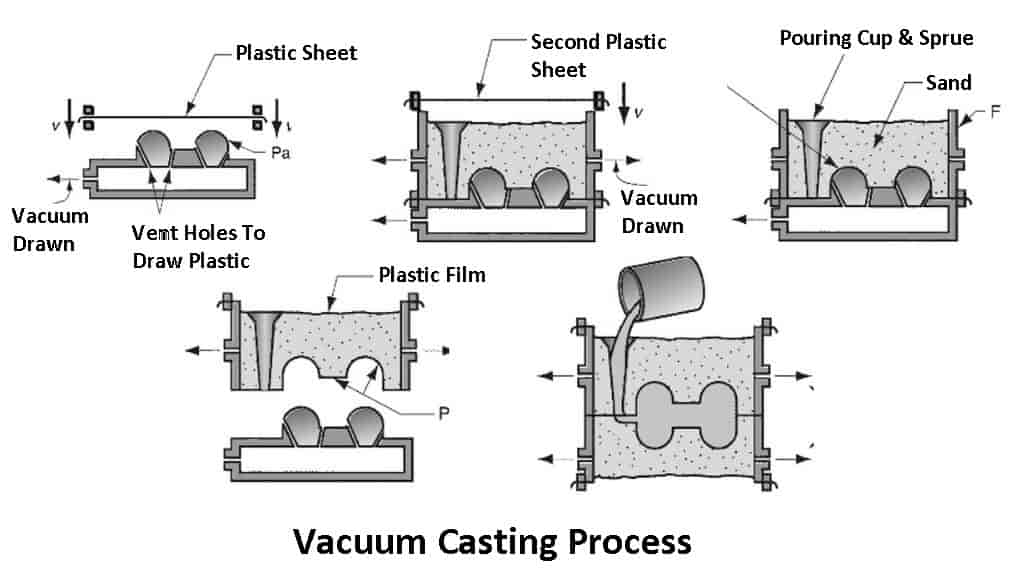
In these types of castings, the production occurs under a vacuum pressure of 100 bar or less to exhaust gas from the mold cavity. To get rid of bubbles and air pockets, the molten metal is poured into the mold cavity inside a vacuum chamber.
The die cavity is evacuated under a vacuum to prevent gases from getting trapped during the metal injection. Finally, the metal is cured in a heating chamber before being extracted from the mold.
Many industries use the vacuum die casting technique, including automotive, aerospace, electronic, marine, telecommunication, etc. As a result, this manufacturing process creates some components, such as structural chassis components and automotive body parts.
Advantages
- It has Improved the mechanical properties, surface quality, and porosity of die casting.
- Welding and heat treating of products are both possible in this process.
- It is appropriate for small-scale production.
- No need for pricey complex tool finishing is necessary.
- In the early stages, it reduces air pockets and bubbles.
Disadvantages
- The process requires expensive tooling.
- The process’s mold has a limited lifespan.
- There could be problems with hollowness.
You might like: What Are The Types of Dies Used in Manufacturing?
#10 Squeezing Casting
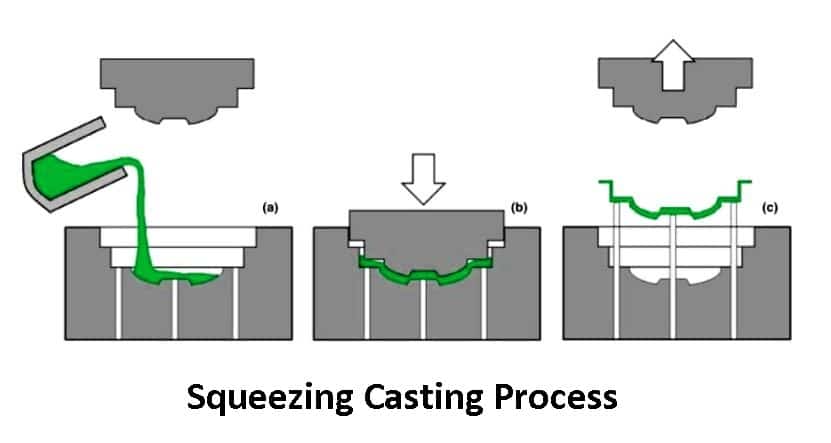
These types of casting processes combine die forging and permanent mold casting in a single step, creating a hybrid metal forming process. Squeezing casting is also known as liquid forging.
In this casting, a predetermined volume of molten metal alloy is injected into a die and shaped under pressure. The metal component is then heated to the melting point and removed from the die.
It is specifically a potential casting process for safety-important components in automotive systems. For instance, chassis frames, brackets, nodes, space frame joints, aluminum front steering knuckles, etc.
This particular metal casting combines the advantages of forging and casting techniques. This means that during solidification, the high pressure used helps prevent shrinkage and porosities. Nevertheless, this method is less common than other casting processes for mass production due to specific tooling requirements.
Advantages
- It can remove internal defects like pores, shrinkage holes, and porosity.
- It offers high dimensional precision and low surface roughness.
- Casting cracks may be avoided.
- It is capable of producing metal components with high strength.
- There is no waste of material in this process.
Disadvantages
- This casting process can be challenging when the part geometry is less flexible.
- Another negative aspect of this process is lower productivity.
- It necessitates high levels of machining.
- It necessitates precise controlling, which slows down the entire process.
#11 Continuous Casting
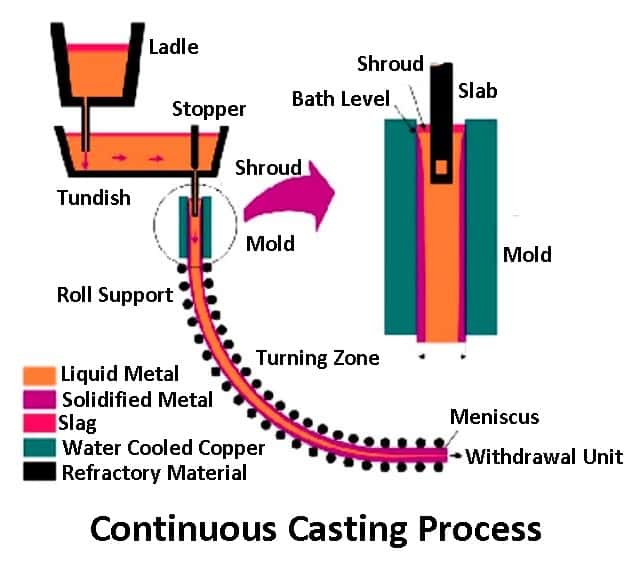
As the name implies, it enables reliable mass manufacturing of metal profiles with a fixed cross-section. In the manufacture of steel bars, this kind of casting is frequently used. Additionally, semi-continuous casting products like billets, ingots, bars, etc., are produced by the vertical cast.
This method carefully controls the rate at which molten metal is poured into an open-ended, water-cooled mold. This allows a solid metal surface to develop on the liquid metal in the center of the mold. Thus, the solidification of metal occurs from the outside in.
After the procedure, metal strands can be continuously removed from the mold. By using mechanical shears or moving oxyacetylene torches, products can be cut off at predetermined lengths. It generally produces dense, homogeneous, and consistent products.
Advantages
- Casting products can be produced in various sizes, from thin strips to larger slabs and billets.
- Since production is continuous, the costs are lower.
- It reduces material waste.
Disadvantages
- The molds must be continuously cooled; otherwise, center-line shrinkage occurs.
- Using this method, only straightforward shapes with constant cross sections are cast.
- It requires a lot of ground space and a sizable upfront cost.
- It necessitates a large amount of space and a significant initial investment.
#12 Shell Molding
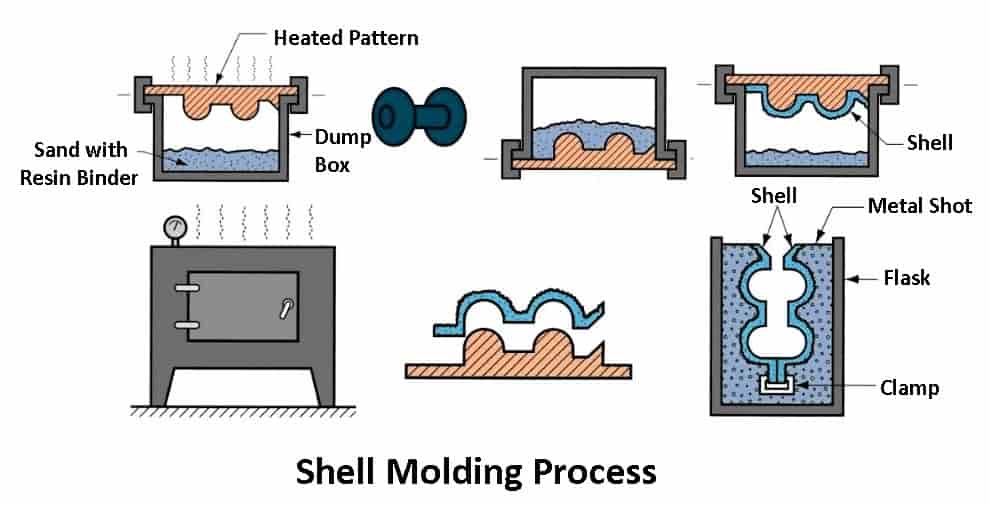
Similar to sand casting, instead of using a flask of sand, a hardened shell of sand forms the mold cavity. The sand used is finer than that used in sand casting, and it is combined with resin to enable heat treatment and hardening into the shell surrounding the pattern.
Industrial products like gearbox housing, connecting rods, small boats, truck hoods, cylinder heads, camshafts, valve bodies, etc., are produced by shell molding. The products created using this casting process have an excellent surface finish and precise dimensions.
Advantages
- This casting can be used to create both thin and complex components.
- This casting procedure may also be carried out by semi-skilled labor.
- No additional machining is necessary.
Disadvantages
- Small-scale production is not appropriate.
- There are size and weight limitations with this casting process.
- For large castings, a special metal pattern is needed, which increases the cost.
You might like: Difference Between Brazing and Soldering [Explained]
#13 Ceramic Mold Casting

These types of casting process creates castings using a ceramic slurry. This slurry is composed of ethyl silicate hydrolysate and refractory sands, such as fused quartz, zircon, and corundum, most of which are highly thermally stable and pure in texture.
Calcium hydroxide or magnesium oxide are frequently used as catalysts to speed up the gelling of the ceramic slurry. This procedure is commonly referred to as a “ceramic type” casting because the refractory used has a composition and appearance that is similar to ceramics.
Ceramic Mould Casting is a new technology that evolved from sand mold casting. Ceramic mold casting is classified into two types:
- To create the ceramic mold, the ceramic slurry is applied to the molding board, the sandbox is coated, and the adjusted slurry is poured into the sandbox. After bonding and hardening, the mold is lifted. After that, the mold is baked at a high temperature to create the casting mold.
- Using a bushing made of either sand or metal, the ceramic slurry is poured into the space between the bushing and the pattern to form the casting mold. This approach to using bushing is popular in production because it can save a lot of ceramic slurry.
#14 Metal Mold Casting
It is a casting process during which castings are made by pouring liquid metal into a metal mold. The metal mold can be used hundreds to thousands of times before needing to be replaced.
Metal Mould Casting, on the other hand, has weight and shape limitations. For example, ferrous metals can only be used to make castings with simple shapes that are not too heavy. Also, the wall thickness has limitations, making it challenging to cast smaller castings.
#15 Clay Mold Casting
It is a traditional casting process in which clay is used to make a mold for castings. The clay combines water and substances like rice husk, rice awn, horse dung, and chaff ash to form a powerful, cohesive force.
The clay creates a mold with air outlet pores and high hardness after drying in the sun or by air. It’s mold’s surface is uniformly fine and smooth, but its interior has a rough texture. It is possible to add extra materials like sand, tank slag, and broken bricks.
The clay mold is semi-permanent because it can be used repeatedly. In China, clay mold casting is the oldest known casting technology.
You Might Like: What is the types of Welding Defects? Their Causes and Remedies [PDF]
Stages of Metal Casting Process
The following are the metal casting process of producing casting,
- Pattern making
- Moulding and Core making
- Melting and Casting
- Fettling
- Testing and inspection.
The first stage is done outside the foundry shop and the rest four stages are within the foundry shop.
1. Pattern Making
- In pattern making, patterns are designed and prepared as per the drawing of the casting received from the planning section and according to the molding process.
- The materials of the pattern are selected based on the factors such as a number of castings requires and surface finish desired in casting.
- It is a skilled trade that is related to the trades of the tool and die making and mould making but also often incorporates elements of fine woodworking.
- The materials used for pattern making are wood, metal or plastics.
2. Moulding and core making
- The patterns are sent to the molding stage, in which molds are prepared either in sand or a material with the help of a pattern so that a cavity of the desired shape is produced.
- To get a hollow portion, cores are prepared in core boxes. The molds and cores are then baked to impart strength and assembled for pouring.
- The molding can be done either by hand or with the help of machines.
- Proper mold design and arrangement for a flow of molten metal are essential for producing sound castings.
3. Melting and casting
- The metal of correct composition is melted in a suitable furnace.
- Molten metal is now taken in ladles and poured into the molds.
- The molds are then allowed to cool so that the molten metal in the mold solidifies.
- Casting is then taken out by breaking the molds, and they are sent to the cleaning section.
4. Fettling
- The casting is sent to the fettling section, where the unnecessary projections and the adhering sand are removed, and the entire surface is made clean and uniform.
- Some castings required heat treatment also, which is done during this state only
5. Testing and Inspection
- The inspector test and inspect the casting before dispatching it from the foundry to ensure that it is flawless and conforms to the desired specifications.
- If any defects are found in casting, they have been completely rejected.
You might like: Types of Welding Processes & Their Uses [Full Guide]
Advantages of Casting Process
- The cost involved in the casting process is very low as compared to the other manufacturing processes.
- Very heavy and bulky parts which are difficult to fabricate from other manufacturing methods can be manufactured by this process.
- Casting can be employed for mass production as well as for batch production.
- A product can be cast as a single piece and hence the metal joining process is eliminated.
- A small area of the molten cavity can accommodate the flow of liquid metal, making it possible to easily produce any complex shape.
- The casting’s properties are consistent from all directions due to the low rate of cooling.
- Castings of any size, up to 200 tonnes, can be produced.
Disadvantages of Casting Process
- In general, casting products’ dimensional accuracy isn’t very good (especially when it comes to sand casting) and they can’t be used for final purposes. Therefore, the casting must undergo additional processing before being put to use.
- The sand casting process requires a lot of labor.
- It is difficult to fix defects caused by sand’s moisture content in some materials.
- The casting process sometimes results in a surface finish with poor quality.
Applications
- Casting is widely used in the automotive industry to create complex parts like engine blocks, cylinder heads, gearbox cases, and brake components.
- In the aerospace sector, casting is essential for producing turbine blades, structural elements, landing gear parts, and other vital parts.
- The foundation of the foundry industry is casting, which generates a wide range of metal goods, such as decorative objects, sculptures, metal furniture, ornamental fixtures, and other works of art.
- Casting is used in the building industry to create structural components like beams, columns, and decorative architectural elements.
- In the energy sector, casting is used to produce turbine blades, casings, impellers, and other parts for gas turbines, steam turbines, and hydroelectric power systems.
Read also: What are the Properties of a Steel? [Definition & Characteristics]
That’s it, Thanks for reading. If you like this article then please share it with your friends. If you have any questions about the “types of casting process” you can ask in the comments.
Subscribe to our newsletter to get notification of new articles:
Read Next:
- The Concept of Rolling Mills with Types of Rolling Mills [PDF]
- Brazing: Types, Applications, Advantages, and Disadvantages
- 22 Different Types of Lathe Machine Operations
- How a single-cylinder engine works?
- What Are The Different Types of Furnaces? Their Pros and Cons
- What is Heat Exchanger? Different Types of Heat Exchangers
- What is the function of a Air Compressor?
- List of 13 Different Types of Coupling and Their Working
- What is Extrusion Process? Their Working, Types, Uses [Explained]
References:
Frequently Asked Questions
In the casting process, aluminum, copper, magnesium, and zinc are the most commonly used alloys, although some other uncommon ferrous alloys are also used.
Castings don’t break easily because of their high strength and excellent fatigue properties. Metal castings have a variety of benefits, but because they are poured into molds rather than being cut, castings can achieve tighter dimensional tolerances than machined products.
A number of factors affect the casting process, including: air temperature, humidity, liquid and powder temperatures, mixing speed, mixing time, types of mixing equipment, and their condition.
A casting process defect can be divided into five main categories: gas porosity, shrinkage defects, mold material defects, pouring metal defects, and metallurgical defects.
Yes, casting processes are typically used to create intricate solid and hollow shapes, and cast products can be found in a variety of applications, such as automotive components, aerospace parts, and so on.
The castings can be inspected with an X-ray to ensure they adhere to a quality standard. Small cracks, heat-cracking crevices, and cavities caused by shrinkage can all be seen on X-rays.
Wow so nice
Thank you.
I like that you explain how the mould has refractory coating to protect the thinner walls and prevent the casting from sticking on it. In order to ensure that the mould works for your project, it might be a good idea to check it beforehand to ensure that it has enough protection. If it’s too thin or has any issues, you’d probably want to hire a professional that offers refractory coating services as soon as possible so that they can fix any problems so it’s safe to use and will provide the results you want.
Thanks 🙂