In this article, you learn what is plasma arc welding? and its working principle, equipment, types, applications, advantages, and more. Also, you can download a PDF file of this post at the end.
What is Plasma Arc Welding?
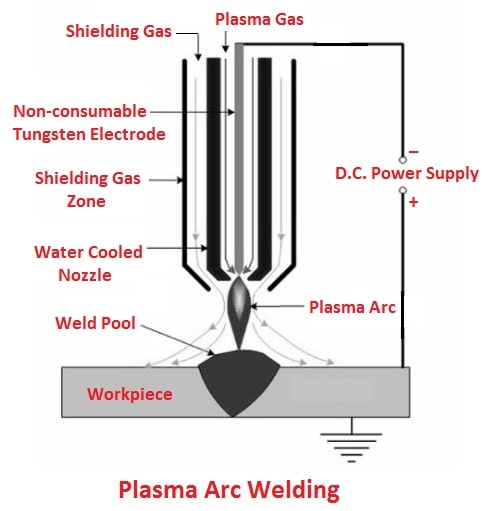
Plasma arc welding is an arc welding process using heat produced by a compressed arc between a tungsten non-consumable electrode and another workpiece (transferred arc process) or water-cooled constricting nozzle (non-transferred arc process).
The plasma is a gaseous mixture of positive ions, electrons, and neutral gas molecules. The transferred arc process produces plasma jets of high energy density and can be utilized for high-speed welding and cutting ceramics, copper alloys, steels, aluminum, nickel alloys, and titanium alloys.
The non-transferred arc process produces a plasma of relatively low energy density. It is used for welding and plasma spraying (coating) of various metals. Since the workpiece in non-transferred plasma arc welding is not a part of the electric circuit, the plasma arc torch may move from one workpiece to others without extinguishing the arc.
Working Principle of Plasma Arc Welding
The PAW works on the principle when a sufficient amount of energy is provided to any inert gas, some of its electrons are released from their nucleus but travel with it.
After the electrons move, the atoms are converted into a hot ionized state. This is the most common condition of the substance which is known as the fourth state of matter.
These ionized atoms have high temperatures that are used to join the two plates. This is the basic principle of PAW. This welding is a form of TIG welding in which a non-consumable tungsten electrode is used to generate the arc.
Read Also:
Equipment of Plasma Arc Welding
Following are the equipment of PAW:
- Plasma arc torch
- Shielding and Plasma Gas Supply
- Filler Metal
- Power Source
1. Plasma Arc Torch
It consists of four main parts which are tungsten electrode, collets, inner nozzle, and outer nozzle. The tungsten electrode is held by the collet. The internal gas nozzle supplies inert gas to form the plasma inside the torch.
The outside nozzle supplies shielding gases that protect the weld area from oxidation. The PAW torches are cooled because the arc is contained inside the torch which produces high heat, so a water jacket is stored outside the torch.
2. Shielding and Plasma Gas Supply
The plasma gas is similar to a shielding gas supplied by a single source. Mainly inert gases like argon, helium are used as both inert and shielding gases. This gas is provided to both inert and outdoor tubes.
3. Filler Metal
Frequently no filler material is used in this welding process. If the filler material is used, it feeds directly into the weld zone.
4. Power Supply
The PAW process required a high power DC supply to produce an electric spark between the electrode and welding plates (for the transferred PAW process) either in the tungsten electrode and the discharge nozzle (between the non-transferred PAW process).
This welding can weld at a low ampere of about 2 Amp and a maximum current that can control it is about 300 Amp. It requires about 80 volts for proper functioning. Power sources include transformers, rectifiers and control consoles.
Working of Plasma Arc Welding
Initially, the workpieces are cleaned thoroughly. The power source supplies the power that produces an arc between the tungsten electrode and nozzle, or the tungsten electrode and the workpiece. The tungsten electrode gives a high-intensity arc used for ionization of gas particles and converts orifice gases into plasma.
This hot ionized gas is provided to the welding plates by a small hole. Shielding gases such as argon etc are supplied through pressure valve and regulating valves to the external nozzle of the welding torch.
These gases form a shield around the welding area which protects it from atmospheric gases such as oxygen, nitrogen, etc. The plasma collides to the welding plates and turns it into one piece. The next welding is carried in the direction of welding. If this welding process requires filler material, it is fed manually by the welder.
Types of Plasma Arc Welding
Following are the two types of plasma arc welding:
- Non-transferred PAW
- Transferred PAW
Difference Between Transferred and Non-Transferred Plasma Arc Welding:
1. Transferred Plasma Arc Welding
In this welding process, the tungsten electrode is fixed to the negative terminal and the workpiece is fixed to the positive terminal. It also uses a DC current. An arc is generated between the tungsten electrode and the workpiece.
In this process, both plasma and arc are transferred to the workpiece it improves the heating capacity of the process. It is employed to weld thick sheets.
2. Non-transferred Plasma Arc Welding
In this welding process, DC current is used. In which, the tungsten electrode is attached to the negative and the nozzle is attached to the positive pole. An arc is produced between the tungsten electrode and nozzle inside the torch.
This will increase the ionization of the gas inside the torch. The torch transfers this ionized gas for further processing. It is employed to weld thin sheets.
Advantages and Disadvantages of Plasma arc welding
Following are the advantages of PAW:
- Requires less operator skill due to good tolerance of arc to misalignments.
- High welding rate.
- It has a High penetrating capability (keyhole effect).
- High energy is available for welding. It can easily weld hard and rough workpieces.
- The distance between the tool and the workpiece does not affect the arc formation.
- It has low power consumption for welds of the same size.
- The more stable arc produced by the plasma arc welding.
- It can operate at low amperage.
Following are the disadvantages of PAW:
- Expensive equipment.
- High distortion and wide as a result of high heat input.
- It is a noisy operation so there is a chance of noise pollution.
- It has more radiation.
- Plasma arc welding is required high skilled labour.
- The maintenance cost is high.
Applications of Plasma Arc Welding
You may wonder what is plasma arc welding used for, following are the applications of PAW:
- These type of welding is used in the marine and aerospace industries.
- It is widely used to weld pipes and tubes of stainless steel or titanium.
- The plasma arc welding often used in electronic industries.
- It is usually employed to repair tools, dyes and moulds.
- It is also used for welding or coating on turbine blades.
Download PDF of this article

Conclusion
So now, we hope that we have clear all your doubts about the Plasma arc welding. If you have still any doubts about the “PAW” you can contact us or ask in the comments.
We have also a Facebook community for you guys. If you want, you can join our community, here is the link to our Facebook group.
That’s it thanks for reading. If you like our article then please share it with your friends. If you have any questions about any topic you can ask in the comment section.
Subscribe to our newsletter to get notified when we upload new posts.
You may be interested in reading these articles: