In this article, you will what is up and down milling? it’s working principle and the difference between up and down milling processes.
Also, download the PDF file of this article at the end.
Up Milling and Down Milling
The various milling processes performed by the different milling cutters may be grooved under two separate headings peripheral milling and face milling. The cutting action of milling cutters to perform the above processes are described below.
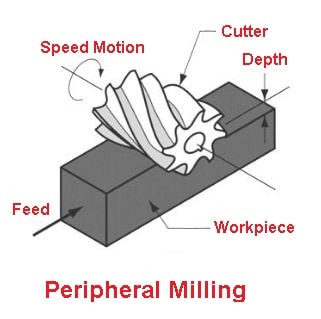
Peripheral Milling or Horizontal Milling
Here, the finished surface is parallel to the axis of the cutter and is machined by cutter teeth located on the periphery of the cutter, as shown in the figure.
The quality of surface generated and the shape of the chip formed is dependent upon the rotation of the cutter relative to the direction of feed movement of the work. According to the relative movement between the tool and the work.
Peripheral milling is classified under two headings, up and down milling, according to the relative movement between equipment and work. The cutting processes involved in up and down milling gear are described below.
Read Also: Milling Formulas and Definitions [Explained with Examples]
Up Milling
It is the process that is also called conventional milling. It is the process of removing metal by a cutter which is rotated against the direction of travel of the workpiece. This operation is illustrated in the figure.
Working
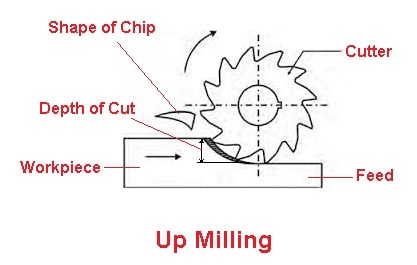
The thickness of the chip in this process is minimum at the beginning of the cut, and it reaches the maximum when the cut ends. As the chip thickness per tooth is not uniform, the cutting in this operation increases from zero to the maximum value per tooth movement of the cutter. The cutting force is directed upwards, which tends to lift the work from the fixtures.
In this process, due to the typical nature of the cut, the difficulty is experienced in pouring coolant just on the cutting edge from where the chip begins. As the cutter progresses, the chip expands the cutting zone and may carry over with the cutter spoiling the work surface.
The surface, milled by this operation, appears to be slightly curved as the cutter spoils the work surface. The surface milled by up milling appears to be slightly curved the cutter teeth do not begin their cut as soon as they touch the work surface.
The teeth slide through a minute distance at the beginning and then cut is started. The process is safer, and is still commonly used despite having so many disadvantages.
Read Also: What are the types of lathe machine? [Complete Guide]
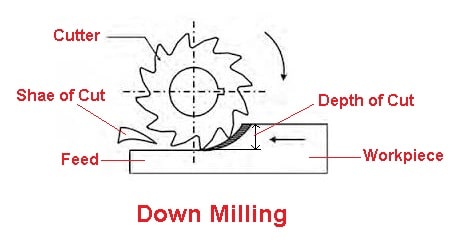
Down Milling
It is the process that is also called climb milling. It is the process of removing metal by a cutter which is rotated in the same direction by a cutter which is the workpiece rotated in the same direction of travel.
Working
The thickness of the chip is maximum when the tooth starts its cutting, and when the cut is finished, it becomes minimal. The cutter tooth starts removing metal immediately on reaching the work surface, without slipping as it can apply a sufficient cut on the work.
The cutting force in this operation is also variable throughout the cut, it is maximum when the tooth begins its cut, and it reduces to the minimum when the tooth leaves the work. In this process, the fixture design becomes more accessible as the direction of the cutting force is such that it tends to seat the work firmly in the work holding devices.
The chips are also disposed of easily and do not interfere with the cutting. The coolant can be applied directly to the cutting area where the cutting force is maximum.
This results in an improved surface finish and diminishes the heat generated. This operation has so many advantages that cannot be used on old machines due to the backlash error that may be present between the feed screw of the table and the nut.
The backlash error causes the work to be pulled below the cutter when the cut begins and leaves the work free when the cut is terminated. The sea action is repeated as soon as the next tooth engages the work.
The following sections provide a table with various up- and down-milling similarities and differences.
Similarities Between Up Milling and Down Milling
- No matter whether it is up milling or down milling, the machining process requires three process parameters: speed, feed, and depth of cut.
- When performing a full immersion end-milling operation (slot cutting), each rotation for each tooth involves both up-milling and down-milling happening one after the other.
- In both situations, the same milling cutter can be used, but the orientation may vary.
- For similar conditions, the total volume of the workpiece material removed on the up milling side must match the total volume of the workpiece material removed on the down milling side.
- The maximum chip load is related to the specified feed per tooth in both situations.
Read Also: 22 Types of Lathe Machine Operations [Explained with Pictures]
Difference Between Up Milling and Down Milling
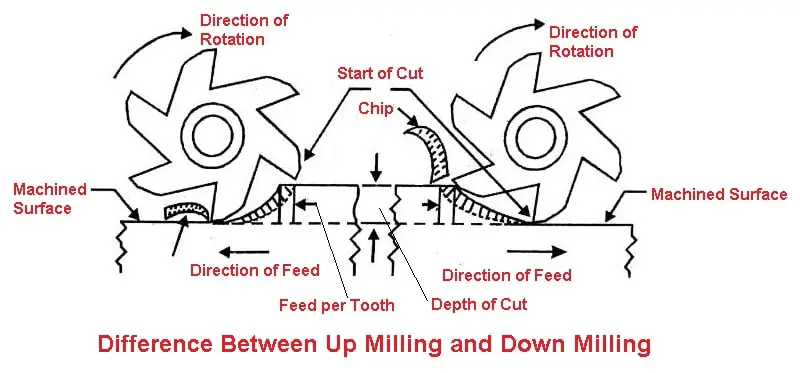
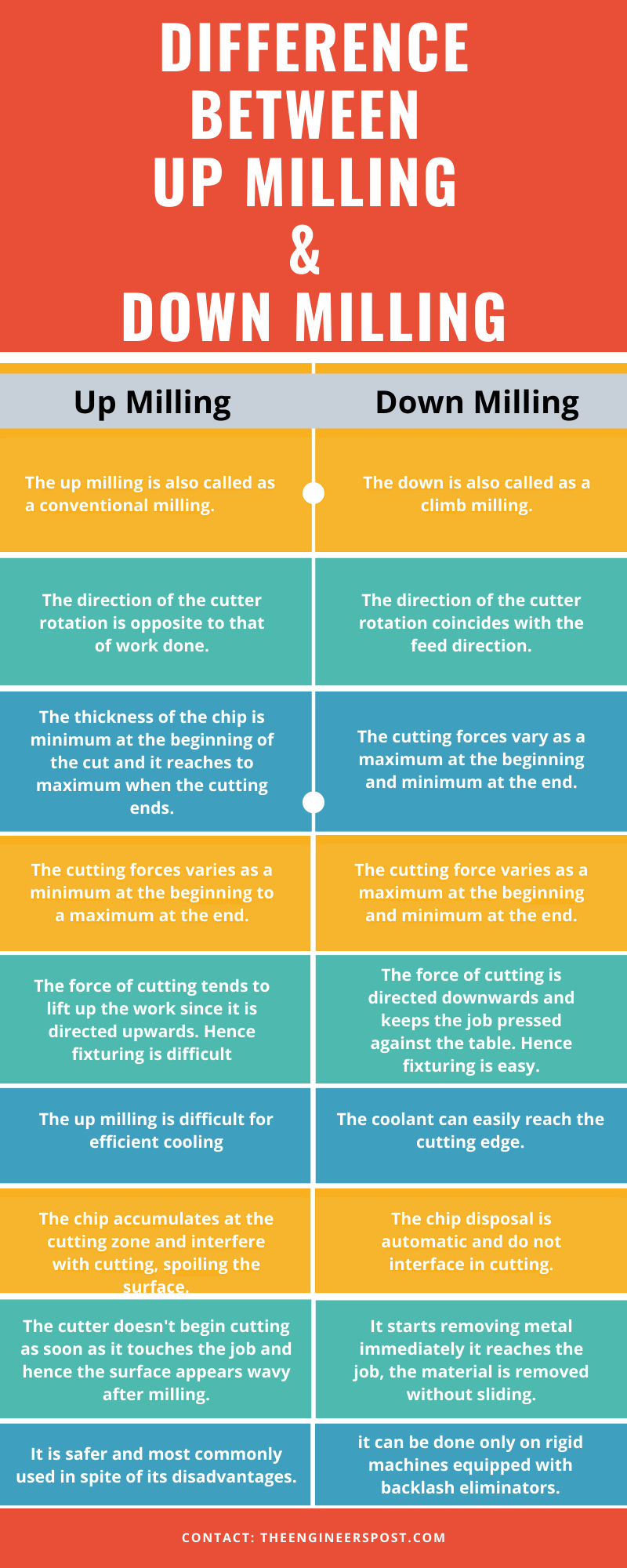
In up, the direction of the cutter rotation is opposite to that of work done. Whereas in the down, the direction of the cutter rotation coincides with the feed direction.
In up, the thickness of the chip is minimum at the beginning of the cut and it reaches to maximum when the cutting ends. Whereas in the down, the cutting forces vary as a maximum at the beginning and a minimum at the end.
In up, cutting forces vary from a minimum at the beginning to a maximum at the end. Whereas in the down, the cutting force varies as a maximum at the beginning and minimum at the end.
In up, The force of cutting tends to lift up the work since it is directed upwards. Hence fixturing is difficult. But in the down, The force of cutting is directed downwards and keeps the job pressed against the table. Hence fixturing is easy.
The up milling is difficult for efficient cooling. But in down, the coolant can easily reach the cutting edge.
In up, the chip accumulates at the cutting zone and interferes with cutting, spoiling the surface. Whereas in the down, the chip disposal is automatic and does not interface in cutting.
In up, the cutter doesn’t begin cutting as soon as it touches the job and hence the surface appears wavy after milling. Whereas in the down, it starts removing metal immediately it reaches the job, the material is removed without sliding.
The up milling is safer and most commonly used despite its disadvantages. As compared to down, it can be done only on rigid machines equipped with backlash eliminators.
Read Also: Important Lathe Attachments and Accessories Explained
Closing It Up
That’s it, thanks for reading. I hope you find this article helpful if yes please share it with your friends. If you have any questions about this topic, you can ask in the comments I’ll respond to you.
Subscribe to our newsletter to get notification of our new articles:
Download PDF of this article
Read Next: