In this article you’ll learn what are different lathe chuck types with parts, working, and more with the downloadable PDF file.
What is a Lathe Chuck?
A Lathe chuck is one of the most important devices in the lathe machine it is used for holding and rotating a piece of work while performing a lathe operation.
The workpiece of short length and large diameter of irregular shape which cannot be conveniently mounted between centers are held quickly and rigidly in a chuck.
A chuck is attached to the lathe spindle by means of bolts with the backplate screwed onto the spindle nose. Accurate alignment of the chuck with the lathe axis is affected by spigot ting.
Lathe Chuck Types
Following are the different types of chucks used in the lathe machine:
- Four jaws independent chuck
- Three jaws universal chuck
- Combination type chuck
- Magnetic type Chuck
- Collet chuck
- Air or hydraulic-operated chuck
- Drill Chuck
Four-Jaw Independent Chuck
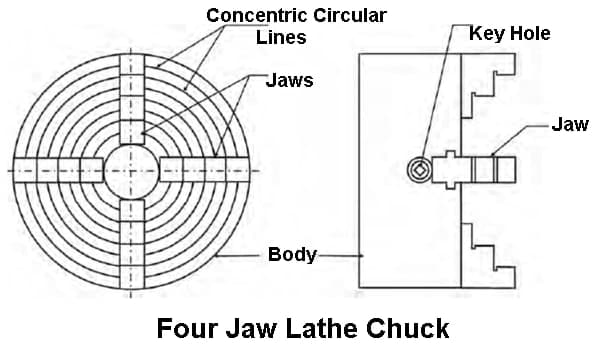
The figure shows a four jaw chuck diagram. The arrangement of four jaws independent chuck, which has four jaws, is located at an angle of 90° to each other.
Here all four jaws are opened independently. Four screws are used in place of the scroll disk, Hence it is called a four-jaw independent chuck.

Each jaw made of tough steel has three inner and one outer gripping surface. The outer gripping surface is used for holding larger sizes of the workpiece by reversing the jaw.
Concentric circles inscribed on the face of the chuck facilitate quick centering of the workpiece. This type of chuck is particularly used in the setting up of heavy and irregular-shaped particles. The diameter of the body specifies the size of the chuck.
Universal or Three Jaw Chuck
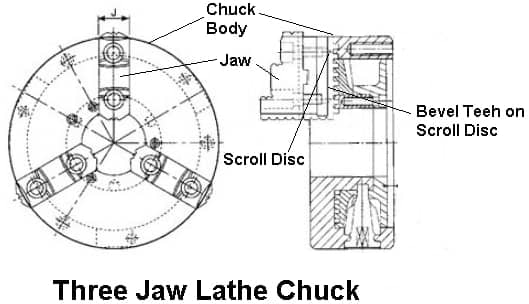
A three-jaw chuck is shown in the figure. This is the most commonly used types of chuck in the

During the operation, the jaw teeth are made to mesh with scrawl spiral teeth (Bevel’s teeth). The meshing causes a moment of all three jaws either towards or away from the chuck center, depending upon the direction of rotation of the bevel pinion. The pinion is operated by a square end key called “chuck key”.
The chuck is suitable for holding round, or hexagonal, and other similar shaped workpieces. In three-jaw chuck, the job is centered automatically and quickly. But it has a less gripping capacity as only three jaws are used and centering accuracy is soon lost due to wear.
Combination Chuck
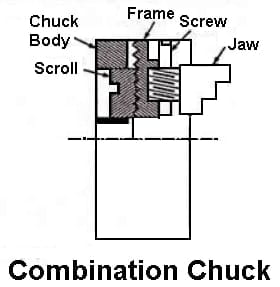
As the name suggests, a combination of chuck, as shown in the figure. It is used both as a self-centering and an independent chuck to take advantage of both types.

The jaws are operated individually by separate screws or simultaneously by the scroll disc. The frame has teeth cut on its underside which meshes with the scroll and all the jaws together with the screws move radially when the scroll is made to rotate by a pinion.
Magnetic Chuck

The chuck is used for holding a very thin workpiece made of magnetic material which cannot be held in an ordinarily chuck. It is also used where any distortion of the workpiece due to the pressure of the jaws is undesirable.
The holding power of the chuck is obtained by the magnetic flux radiating either from the electromagnets or from the permanent magnets introduced within the chuck.
In the ON position, the flux passes through the workpiece and grips it. In the OFF position the magnets are set aside bringing them in contact with high permeable ” keepers” which short-circuit the flux and prevent them from passing through the workpiece.
Collet Chuck

Collet chucks are used for holding bar stock in production work where quick setting and accurate centering are needed.
The chuck attached to the spindle by a nut consists of a thin cylindrical bushing known as a collet having slots cut lengthwise on its periphery. The inside bore of the collet is cylindrical, hexagonal, square, etc. Depending on the shape of the work that will pass through it.
The outside surface of the collet which is tapered fits in the taper hole on the body of the chuck, and the tail end which is threaded meshes with a key.
When the key is turned from outside, the collet is drawn in resulting in the split tapered end being pushed inward due to the springy action. The workpiece is securely and accurately held in the chuck.
Different sizes of collectors are used for holding different sizes of the bar stock. These chucks are commonly used in capstan and turret lathes.
Air or Hydraulic Operated Chucks

Image source air-chucks.com
This type of chuck is shown in the figure. It is used in mass production work for its fast and effective gripping capacity. The mechanism incorporates a hydraulic or air cylinder mounted at the back end of the headstock spindle and rotates with it.
Fluid pressure is delivered to the cylinder by operating a valve with a lever and the piston will slide within the cylinder. The movement of the piston is transmitted to the jaws by a connecting rod and links and the jaws grip the workpiece securely.
Drill Chuck

LittleMachineShop.com
A drill chuck is sometimes used in a lathe for holding a straight shank drill, reamer, or tap for drilling, reaming, or tapping operation. The chuck is held either in headstock or tailstock spindle. It has centering jaws which have operated by rotating a key.
Difference Between Three Jaws and Four-Jaw Chucks
| Three-jaw chuck | Four jaws chuck |
| Jaws on the three-jaw chuck move all at equal time | On four jaws chuck, jaws move separately. |
| Depth of cut is relatively less in the three-jaw chuck. | In a four-jaw chuck, a higher depth of cut can be produced. |
| The three Jaw chuck has one hole for the chuck key to tighten or loosen the jaws’ grip. | Four-Jaw chuck has four holes for the chuck key to control each jaw at one time. |
| In three-jaw chuck, the workpieces cannot be set for eccentric turning. | In this, the workpieces can be set for eccentric turning. |
| Three-jaw chuck has lower centering accuracy. | Four-jaw chuck has better centering, accuracy than a three-jaw chuck. |
| Three jaw chuck has less gripping power than four jaw chuck. | Four-jaw chuck has more gripping power than a three-jaw chuck |
| In three-jaw chuck, heavier workpieces cannot be turned. | In four chuck heavier workpieces can be turned. |
Read Next about Lathe Machine:
- Cutting speed, Feed, Depth of cut, Machining time in lathe machine
- 22 Different Types of Lathe Machine Operations
- Lathe Machine: Parts, Types, Operations, Accessories, Attachments
- 14 Different Types of Lathe Cutting Tools
Conclusion
So now, we hope that we have cleared all your doubts about Chuck. If you have still any doubts about “lathe chuck types” you can contact us or ask in the comments.
That’s it thanks for reading. If you like our article then please share it with your friends. If you have any questions about any topic you can ask in the comment section.
Subscribe to our newsletter to get notification of our latest posts.
Download the PDF file of this article.

You may be interested in reading these articles:
- Shaper machine: Types, Parts, Tools, Operations.
- Drilling machine: Types. Parts, Operation, Tools.
- Planner machine: Types, Parts, Operations, and More.
Images source Indiamart.com
Thank you guys.
You’re welcome.
Thank you so much for the information.
You’re welcome.
Nice post
Thank you 🙂