In this article, we will discuss Capstan and Turret Lathes and Its Types, Parts, and Difference between capstan and turret lathes.
What are Capstan and Turret Lathe?
A capstan and turret lathe are used to manufacture any number of identical workpieces in less time. These lathes are the development of engine lathes. For the first time in 1860, Pratt and Whitney developed the capstan lathe.
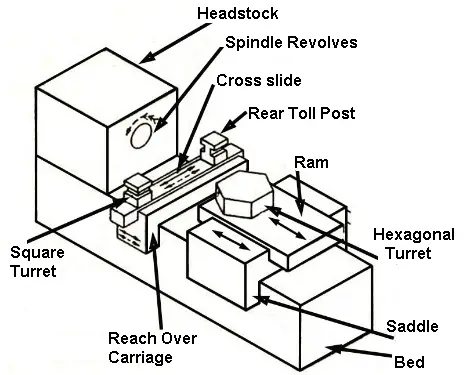
The capstan and turret lathe consist of a bed, geared headstock, and also a saddle provided on which a 4-station tool-post is mounted to hold 4 different tools.
It also has a tool post fitted at the back of the carriage. It holds a parting tool in an inverted position. The toolpost mounted on the cross slide is indexed by hand.
This machine has no tailstock, but in its place, a hexagonal turret is mounted on a slide that rests upon the bed.
Read also: Different Types of Milling Machine
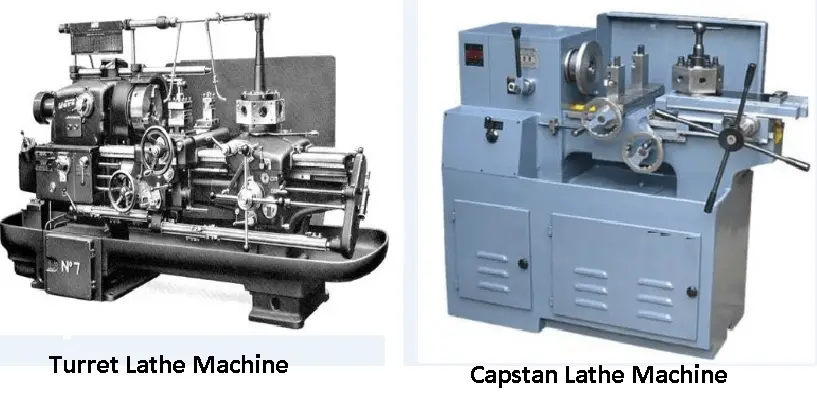
What is a Capstan Lathe?
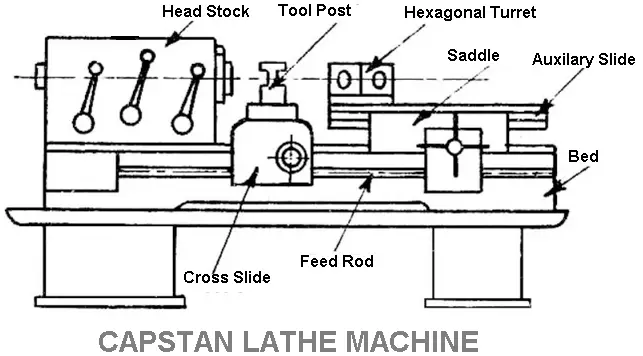
In the figure. This machine carries the hexagonal turret on a ram or a short slide.
The ram slides longitudinally on a saddle positioned and clamped on lathe bedways. This type of machine is lighter in construction and is suitable for machining bars is smaller diameters.
The tools are mounted on the square turret and 6 faces of the hexagonal turret.
The feeding movement is obtained when the ram moves from the left to the right. And when the ram is moved backwards the turret indexes automatically. And the tool mounted on the next face comes into operation.
What is a Turret Lathe?
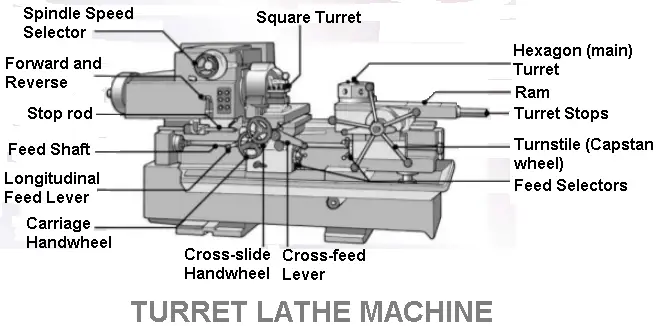
The turret lathe is another type of lathe machine. It is used for repetitive production of the same duplicate parts, which by the nature of their cutting process are usually replaceable.
It is mounted directly on a saddle and the whole unit moves back and forth on the bed-ways to apply feed.
This type of turret lathe machine is heavier in construction. It is particularly adapted for larger-diameter bar work and chucking work. The machine can take in longer workpieces than that in a capstan lathe.
Parts of Capstan And Turret Lathes
The turret lathe has essentially the same parts as the engine lathe except for the turret. And complex mechanisms are incorporated into it to make it suitable for mass production work.
#1 Bed
The bed is a long box-like casting provided with accurate guideways upon which are mounted the carriage and turret saddle. The bed is designed to ensure strength, rigidity, and permanency of alignment under heavy-duty services.
#2 Headstock
The headstock is made up of large casting. It is located at the left-hand end of the bed. The different types of headstocks in capstan and turret lathe are as follows:
Step Cone Pulley Driven Headstock
This is the simplest type of headstock and is fitted with small capstan lathes. Where the lathe is engaged in machining small and almost constant diameter of workpieces. Only three or four steps of the pulley can cater to the needs of the machine.
Electric Motor Driven Headstock
In an electric motor-driven headstock, both spindles of the machine, and the armature shaft of the motor are the same. Any speed difference or reversal is achieved by directly controlling the motor.
All Geared Headstock
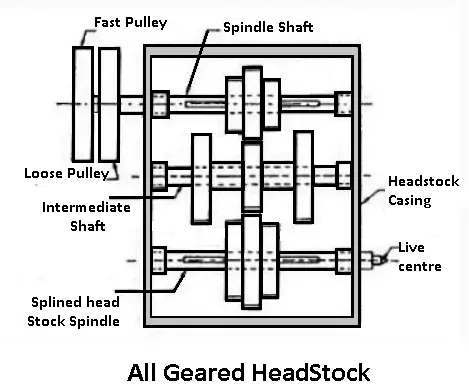
On the larger lathes, the headstocks are geared and the different mechanism is employed for speed changing by actuating levers.
Preoperative or Preselective Headstock
It is an all-geared headstock with provisions for rapid stopping, starting, and speed charging for different operations and for pushing a button or pulling a lever.
For different operations and for turning different diameters, the speed of the spindle must change. The required speed for the next operation is selected beforehand. The speed-changing lever is placed at the selected position.
#3 Cross-Slide and Saddle
In small capstan lathes, hand-operated cross slide is used which are clamped on the lathe bed at the required position. The larger lathes and heavy-duty turret lathes are equipped with usually two designs of the carriage.
Conventional Type of Carriage
The conventional type of carriage bridges the gap between the front and rear bed-ways. It is equipped with four station-type tool posts at the front and one rear tool post at the back of the cross slide.
Side-hung Type Carriage
The side-hung type carriage is generally fitted with heavy-duty turret lathes where the saddle rides on the top and bottom guideways on the front of the lathe bed.
This design facilitates the swinging of a larger diameter of the workpiece without being interfered with by the cross slide. The saddle and the cross slide may be fed longitudinally or crosswise by hand or power.
#4 Turret Saddle and Auxiliary Slide
In a capstan lathe, the turret saddle bridges the gap between two bed-ways. The top face is accurately machined to provide a bearing surface for the auxiliary slide. The saddle is adjusted on lathe bed-ways and clamped at the desired position. The hexagonal turret is mounted on the auxiliary slide.
A turret is directly mounted on the top of the saddle and any movement of the turret is affected by the movement of the saddle. The movement of the turret may be affected by hand or power. The turret is a hexagonally shaped tool holder intended for holding six or more tools.
Working of Capstan and Turret Lathe
All 6 faces of the turret can hold 6 or many different types of cutting tools. The turret can be automatically indexed and each tool is brought in line with the lathe axis in a regular sequence. The workpieces are held in collets or chucks.
The longitudinal and crossfeed movement of the turret saddle and cross slide is controlled by adjustable stops.
These stops enable different tools set at different stations. To move by a fixed amount for performing different operations on repetitive workpieces without measuring the length or diameter of the machined surface in each case.
These special characteristics of a capstan and turret lathe enable it to perform a series of operations such as:
- Turning.
- Drilling.
- Boring.
- Thread cutting.
- Reaming.
- Necking.
- Chamfering.
- Cutting-off.
- And many other operations in a regular sequence to produce a large number of identical pieces in less amount of time.
Difference Between Capstan and Turret Lathe
| Capstan Lathe | Turret Lathe |
|---|---|
| The capstan lathe is a low-power machine. | Turret lathes are powerful machines. |
| The turret head is mounted on the ram, positioned on a saddle. | The turret head is positioned directly on the saddle, which glides over the bedways. |
| During the machining operation, the saddle won’t be shifted. | When machining, the saddle will be shifted. |
| The longitudinal movement of the turret is reduced. | The longitudinal movement of the turret is greater. |
| The capstan lathe can only manufacture short workpieces. | Turret lathes can manufacture long workpieces. |
| As it glides over the ram, the turret head is simple to move. | In this, turret head and saddle movement is difficult. |
| The turret head cannot be rotated crosswise. | The turret head can be turned crosswise. |
| A hefty cut cannot be made on this lathe because of its flexible design. | A heavy cut may be made because of the lathe’s strong design. |
| The workpiece is held in place by the collet. | The workpiece is held in place by a jaw chuck. |
Download Pdf of this article

Read also: 14 Different Types of Lathe Cutting Tools
Conclusion
So now, we hope that we have cleared all your doubts about Capstan and Turret Lathe. If you have still any doubts about “Difference between Capstan and Turret Lathe” you can contact us or ask in the comments.
That’s it thanks for reading. If you like our article then please share it with your friends. If you have any questions about any topic you can ask in the comment section.
Subscribe to our newsletter to get notification of our new posts.
You may be interested in reading more about machine:
good knowledge for beginner.
Thanks for reading.