In this article, you’ll learn what is arc welding? and how it works? different types of arc welding with their advantages and applications.
You can download the PDF file of this article at the end of it.
Arc Welding and Types
What is arc welding?
Arc welding is a fusion welding process in which the welding heat is obtained from an electric arc between the work (or base metal) and an electrode.
The electric arc is produced when the two conductors of an electrical circuit are touched and then separated by a short distance, such that the circuit has sufficient voltage to maintain the electric current flow through the air.
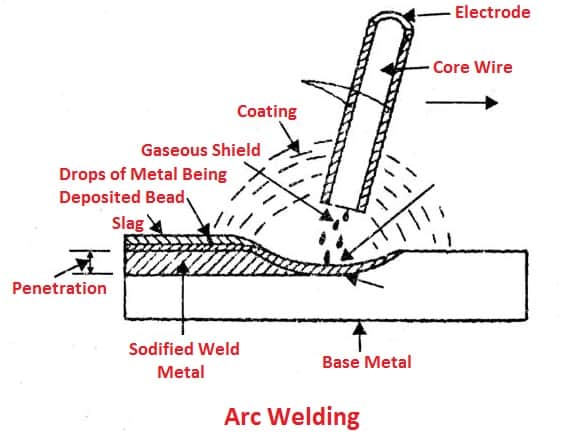
The temperature of the heat produced by the electric arc is on the order of 6000° to 7000°. The most common method of arc welding is using a metal electrode that supplies filler metal. The welding is done by first making contact with the electrode with the work and then separating the electrode to a proper distance to produce an arc.
Read Also: What are the Different Types of Welding Positions? [Pictures & PDF]
Types of Arc Welding
Following are the different types of arc welding processes:
- Shielded metal arc welding
- Flux-cored arc welding
- Submerged arc welding
- Electro-slag welding
- Arc stud welding
- Gas metal arc welding
- Gas tungsten arc welding
- Carbon arc welding
- Drawn arc (DA) stud welding
#1 Shielded Metal Arc Welding
It is also known as manual metal arc welding, flux shielded arc welding, or stick welding. In this welding, it is a process where the arc is struck between the metal rod or electrode (flux coated) and the workpiece, the surface of both the rod and the workpiece melts to form a weld pool.
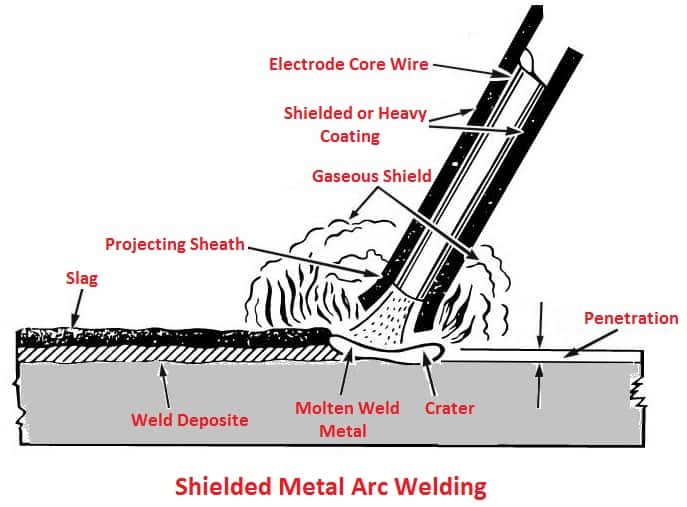
The simultaneous melting of the flux coating on the rod will create gas and slag, which protects the weld joint from the surrounding environment. Shielded metal arc welding is a varied process ideal for joining ferrous and non-ferrous materials with the thickness of the material at all positions.
#2 Flux-cored Arc Welding
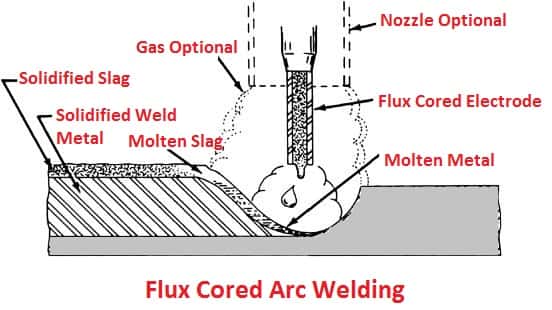
This types of arc welding process use a continuously fed flux core electrode and a constant voltage power supply, which provides a constant arc length. This process uses either a shielding gas or just a gas made by flux to provide protection from contamination.
#3 Submerged Arc Welding
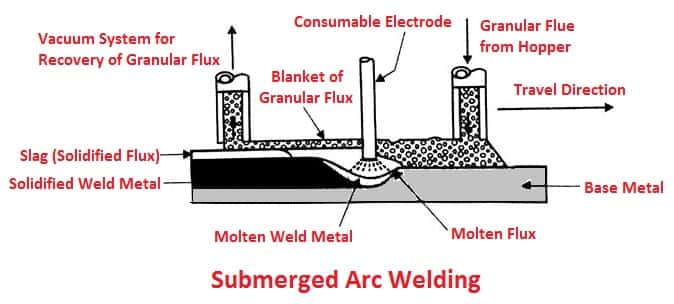
In submerged arc welding, it is a process in which continuously fed electrodes, and a blanket of fusible fluxes become conductive when melted and provide a current path between the part and the electrode. This flux also helps to prevent splatter and sparks while suppressing fumes and ultraviolet radiation.
#4 Electro-slag Welding
The electro-slag welding is applied as a vertical process, to weld thick plates (above 25 mm) in one pass. The ESW relies on an electric arc before an additional current begins to extinguish the arc. The flux melts as the wire consumable is fed into the melted pool, which forms molten slag above the pool.
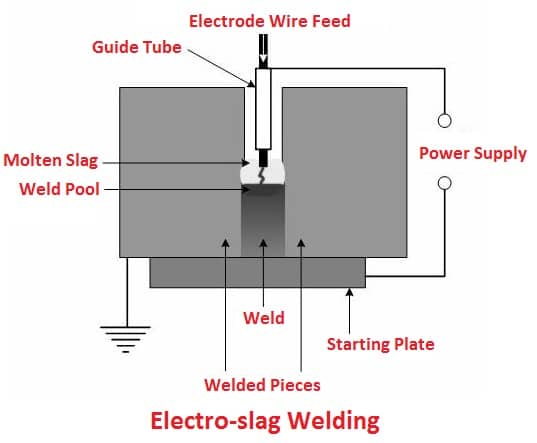
The heat to melt the wire and plate ends is generated through the molten slag resistance to the passage of electric current. Two water-cooled copper boots follow the progress of the process and prevent any molten slag from closing.
#5 Arc Stud Welding
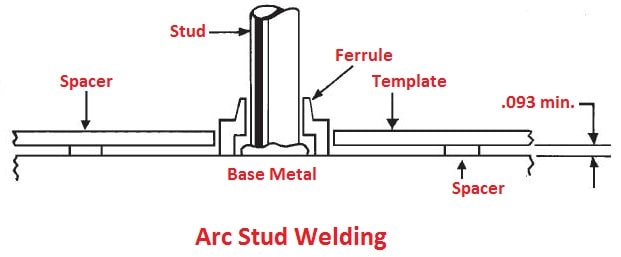
The arc stud welding is similar to flash welding, stud welding connects a nut or fastener, usually a flange with a nub that melts to attach to another metal piece.
#6 Gas Metal Arc Welding (GMAW)
MIG (Metal Inert Gas) welding is another name for this process. In this procedure, an electric arc is created between the wire and the workpiece by feeding a continuous wire electrode through a welding gun.
The weld is shielded from contamination using a shielding gas, typically argon or an argon-carbon dioxide mixture. These types of arc welding was initially created for non-ferrous metals like aluminum but later spread to include thin sheets and other materials.
#7 Gas Tungsten Arc Welding (GTAW)
Another name for this is TIG (Tungsten Inert Gas) welding. In this procedure, a tungsten electrode forms an electric arc with the workpiece, and a separate filler rod is used to add material to the weld joint.
To shield the weld from contamination, a shielding gas is typically used, such as argon. The procedure can take a while but results in welds that are strong, high-quality, and clean. Although it isn’t the best for thicker metal joints, it is primarily appropriate for welding thin materials and non-ferrous metals.
#8 Carbon Arc Welding
In this process, an electrical arc connects the metals and forges a strong bond between a non-consumable carbon electrode and the workpiece. It was previously common practice to use this technique, which was the first type of arc welding to be discovered.
Since then, though, fewer people have used this process due to modern techniques’ increased comfort and safety. Typically, copper and its alloys are welded using carbon arc welding.
#9 Drawn Arc (DA) Stud Welding
Due to the tools used, these types of arc welding are frequently referred to as a type of stud welding, but it actually involves creating an electric arc. The welder places the stud against the base metal using a drawn arc welding tool or gun, which starts a pilot arc and raises the stud to the desired height.
The parent material and the base of the stud are both melted by the Drawn Arc, forming a pool of molten metal. The stud is pushed into the molten pool by the return pressure, and the ceramic ferrule holds the molten metal and creates the weld. This method is advantageous for thick parent materials because it produces extremely strong welds.
Read also: How Does Underwater Welding Works? and Types of Underwater Welding
Arc Welding Procedure
When the arc is obtained, intense heat penetration so produced quickly melts the work under the arc forming a pool of molten metal that seems to be forced out of the pool by the blast from the arc.
A small depression is formed in work, and the molten metal is deposited around the edge of this depression, which is called the arc creator. The slag is cleaned after the joint has cooled.
They are, once started, should be advanced at a uniform speed along the desired line of welding. The melting should reach enough depth below the original surfaces of the metal pieces to be joined to obtain the desired weld. This is known as obtaining proper penetration.
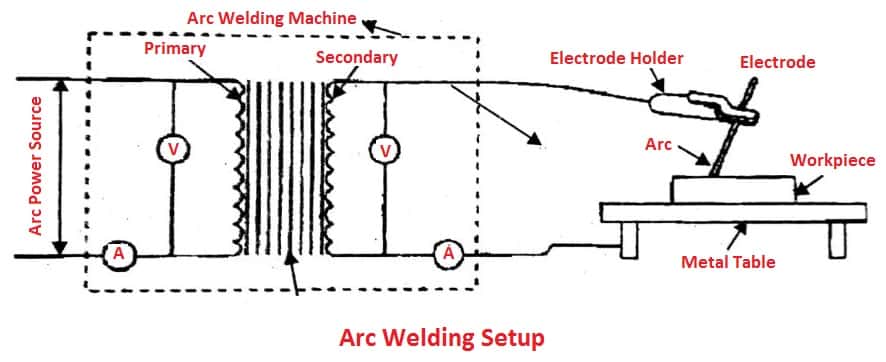
The direct or alternating current may be used for arc welding, but the direct current is preferred for most purposes. When the work is connected to the +ve terminal of a D.C. welding machine and the -ve terminal to an electrode bolder, the welding setup is said to have straight polarity.
However, when work is connected to a -ve and the electrode to a +ve terminal, then the welding setup is said to have reversed polarity. The straight polarity is more useful for some welds, while for other welds, reversed polarity should be utilized.
Read Also: Everything You Need To Know About Types of Welding Machines
Safety Precautions for Arc Welding
Essentially welding is not a hazardous occupation if proper precautionary measures are observed. This requires continuous awareness of the possibilities of danger and habitual safety precautions by the welder.
- Make sure arc welding equipment is installed properly and grounded and is in good working condition.
- Always wear protective clothing suitable for welding,
- Always wear proper eye-protecting, while welding.
- Keep your work area clean and ensure no flammable or explosive materials are in or near the work area.
- Do not weld on an enclosed space and sealed containers that have held combustibles without special precaution.
- Use automatic exhaust at the point of welding when welding lead, Chromium, Manganese, Bronze, Brass, Cadmium, Zinc, or galvanized steels.
- When it is necessary to weld in a moist or wet area, stand on a dry insulated platform, or wear rubber boots.
- If it is necessary to slice the length of the welding cable together, make sure all electrical connections are insulated.
- When the electrode holder is not in use, hang it on the provided brackets.
- Dispose of electrode stubs in a proper container since stubs on the floor are a safety hazard.
- Do not weld near degreasing operations.
- While working above ground, ensure that the scaffolding, ladder, or work surface is solid.
Read also: Difference Between TIG and MIG welding
Arc Welding Equipments
Following are the different equipment used in arc welding:
- A.C. or D.C. machine
- Electrode
- Electrode holder
- Cables, cable connectors
- Cable plug
- Chipping hammer
- Earthing clamps
- Wire brush
- Helmet
- Safety goggles
- Hand gloves
- Aprons, sleeves, etc.
One reason for the wide acceptance of the Arc welding process is the simplicity of the necessary equipment. The equipment consists of the following items.
- Welding power source
- Electrode holder
- Ground clamp
- Welding cables and connectors
- Accessory equipment (chipping hammer, wire brush)
- Protective equipment (helmet, gloves, etc.)
#1 Welding Power Source

This welding uses either AC or DC, but in either case, the power source selected must be of the constant current type. This type of power source will deliver relatively constant amperage or welding current regardless of arc length variations by the operator.
#2 Electrode Holder
The electrode holder connects to the welding cable and turns the electrode on. Insulated handles are used to guide the electrode to the welded joint.

And feed the electrode above the weld joint and feed the electrode into the weld puddle. Electrode holders are available in various sizes and are rated at their current carrying capacity.
#3 Ground Clamp
The ground clamp is used to connect the ground cable to the work connected directly to work or to the table or fixture upon which the work is positioned.

Being a part of the welding circuit, the ground clamps are able to conduct welding current without overheating due to electrical resistance.
#4 Welding Cables
Electrode cable and ground cable are essential parts of the welding circuit. They must be very flexible and have tough, heat-resistant insulation.
Connections in the electrode holder, ground clamp, and on power source must be soldered or well-crimped to ensure low electrical resistance.

The cross-sectional area of a cable must be of enough size to allow welding current with a minimum voltage drop. Increasing the cable length requires increasing the cable diameter to reduce resistance and voltage drop.
#5 Accessory Equipment (chipping hammer, wire brush)
Now most welders can agree that it is necessary to remove the slag from the weld metal. You may be wondering how to remove slag. This process is very easy and only takes a few seconds.
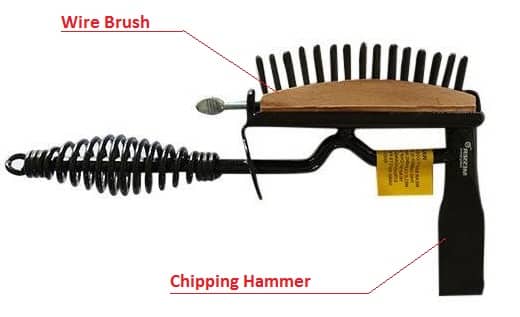
The slag is not designed to be very bonded to the weld. All that is needed is something like a chipping hammer or wire brush. We should say that the better the weld, the less it will bond to the slag. So if your welds are good, then you only need to tap it.
#6 Protective Equipment (helmet, gloves, etc.)
The rays from the metallic arc are high in infrared and ultraviolet radiation. These are very dangerous to the eyes, face, and skin of the welder. He should be protected from these rays as well as the brightness of the arc.


Hand screens and helmets help to protect the operator’s face and eyes from arc rays. They are made of lightweight material. The hand screen or helmet should not weigh more than 600 grams. They should be large enough to protect the entire face and eyes from reflected rays.
#7 Electrodes for Arc Welding
Both non-consumable and consumable electrodes are used for arc welding. Non-consumable electrodes may be made of carbon, graphite, or tungsten, which do not consume during the welding operation.

Consumable electrodes may be made of various metals depending on their purpose and the chemical composition of the metals to be welded. These consumable electrodes may be classified as bare and coated.
Read Also: What are the Essential Properties of Steel? [Definition & Characteristics]
Advantages of Arc Welding
Following are the advantages of arc welding:
- Low-cost welding equipment.
- Faster welding operation compared to the gas welding process.
- Low cost of the welding operation.
- Relatively simple and versatile technique.
- It requires a relatively small variety of electrodes.
- Covering on the electrode can provide shielding gases, alloying elements, and other essential materials at a relatively low cost.
- Welding equipment is manageable and can be easily maintained.
Disadvantages of Arc Welding
Following are the disadvantages of arc welding:
- Heat input and filler material deposition cannot be separated.
- The electrode material is wasted in the form of unused end, slag & gas.
- There are more chances of slag inclusions in the bead.
- If proper drying of the electrode is not done, then moisture may lower the quality of weld metal.
- Metal spatter & arc blow are general problems of this process.
- Thin workpieces that are less than 3 mm in size are difficult to weld.
Applications of Arc Welding
Following are the applications of arc welding:
- This process is commonly used in general construction & fabrication in shipbuilding, on pipelines, and for maintenance work, because the equipment is, portable and can be easily maintained.
- It is useful for working in remote areas, where a portable fuel-powered generator is used as a power supply.
- The process is best suited for workpiece thickness of 3 to 19 mm, although this range can be easily extended by skilled operators using multiple pass techniques.
Download PDF of this article
Conclusion
So now, we hope that we have cleared all your doubts about the Types of Arc Welding Process. If you still have doubts about the “Types of Arc Welding,” you can contact us or ask in the comments.
That’s it. Thanks for reading. If you like our article, then please share it with your friends. If you have any questions about any topic, you can ask in the comment section.
Subscribe to our newsletter to get notified when we upload new posts.
You may like:
- Soldering: Types, Soldering Tools, Safety in Soldering and Advantages
- 7 Main Differences Between Brazing and Soldering [Guide with PDF]
- Understand The Brazing Process and Its Types, Advantages & Uses
External Links:
Image Sources: Wikipedia.org, Indiamart.com, flickr.com
Can you please add a download link to download above content as a PDF
Sure! and thanks for your comment 🙂 I just add the PDF file of this article to download please checkout.