In this post, you’ll learn what is gas welding and how it is done. Its working principle, equipment, application, and types of gas welding.
What is Gas Welding?
Gas welding is a metal joining method that involves melting metals with the use of fuel gases such as acetylene, propane, or hydrogen mixed with oxygen to form the weld. This welding technique is usually known as ‘Oxy Acetylene Welding’.
Acetylene was first identified by Edmund Davy in 1836, and with the invention of the welding torch in 1900, it was put to practical use.
This process is particularly suitable for joining metal sheets and plates having a thickness of 20 to 50 mm. The filler material of more than 15 mm thick is added to the weld as a welding rod.
The oxygen-acetylene mixture is used to a much greater extent than the other and has a prominent place in the welding industry.
The temperature of the oxy-acetylene flame in its hottest region is about 3200°C, whereas the temperature obtained in the oxy-hydrogen flame is about 1900°C.
Read Also: What is Welding? How does it work? Equipment and Types of Welding
Parts of Gas Welding Equipment
The following are the main parts of gas welding:
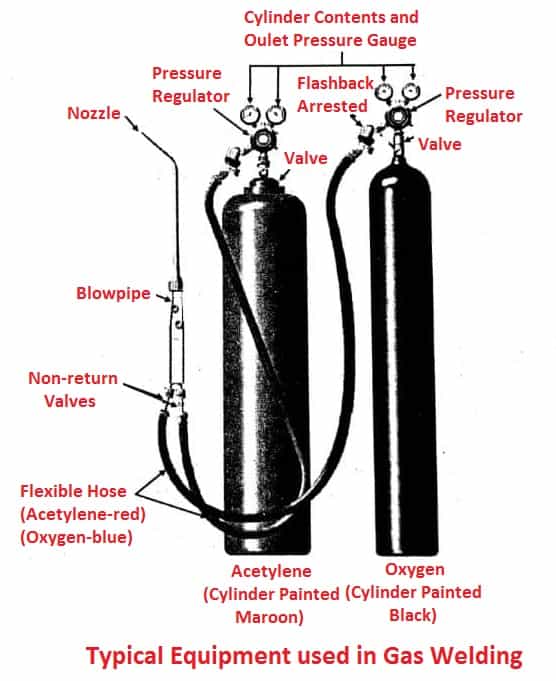
#1 Cylinder
Cylinders of oxygen and fuel gas (propane or acetylene).
#2 Cylinder Valve
A means to shut off or isolate the gas supply, usually the cylinder valves.
#3 Pressure Regulator
A pressure regulator fitted to the outlet valve of the gas cylinder is used to reduce and control gas pressure.
#4 Flashback Arrester
A flashback arrester to protect cylinders from flashbacks and backfires.
#5 Flexible Hose
Flexible hoses convey the gases from the cylinders to the blowpipe.
#6 Non-Return Valve
Non-return valves prevent oxygen reverse flow into the fuel line and fuel flow into the oxygen line.
#7 Blowpipe
A blowpipe or other burner device where the fuel gas is mixed with oxygen and ignited.
Read Also: 26 Essential Welding Tools and Equipments
Types of Gas Welding Flames
The accurate arrangement of the flame is necessary for reliable work. When oxygen and acetylene are supplied to the torch in nearly equal volumes, a neutral flame is produced, having a maximum temperature of 3200°C.
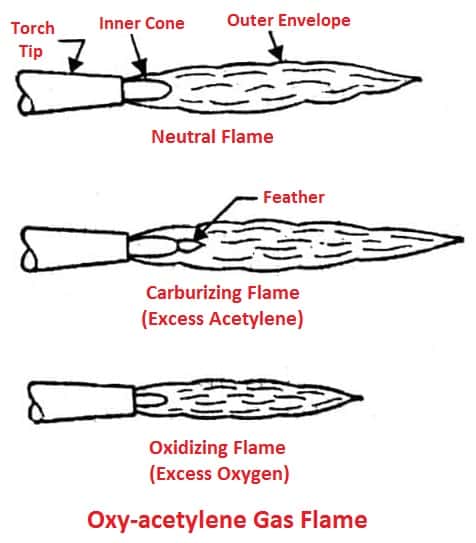
This neutral flame is desired for most welding operations. Still, in certain cases, a slightly oxidizing flame, in which there is an excess of oxygen, or a slightly carburizing flame, in which there is an excess of acetylene, is needed. The condition of the flame is readily determined by its appearance.
Read Also: Understand The Different Types of Welding Positions [Full Guide]
A Neutral Flame Has Two Definite Zones
- A sharp brilliant cone extending a short distance from the tip of the touch, and
- An outer cone or envelope is only faintly luminous and bluish. The first one develops heat, and the second protects the molten metal from oxidation because the oxygen in the surrounding atmosphere is consumed by the gases from the flame. The neutral flame is broadly used for welding steel, cast iron, stainless steel, aluminum, copper, etc.
Carburizing Flame Has Three Zones
A carburizing flame is one in which there is an excess of acetylene; This flame has three zones:
- The sharply defined inner cone,
- An intermediate cone of whitish color, and
- The bluish outer cone. The length of the intermediate cone indicates the ratio of excess acetylene in the flame.
When welding steel, this will tend to give the steel in the weld higher carbon content than the parent metal, resulting in a hard and brittle weld.
Oxidizing Flame Has Two Zones
An oxidizing flame is one in which there is an excess of oxygen. This flame has two zones:
- The small inner cone has a purplish tinge.
- The outer cone or envelope. In the case of oxidizing flame, the inner cone is not sharply defined as that of neutral or carburizing flame. This flame is necessary for welding brass. In steel, this will result in large grain size and increased brittleness with lower strength and elongation.
Read Also: What are the Different Types of Arc Welding?
Gas Welding Working
When metals are joined together with gas welding equipment, oxygen, and fuel gases are combined to create a focused flame with a high temperature. With this flame, the materials are melted by the direct impact on the weld area.
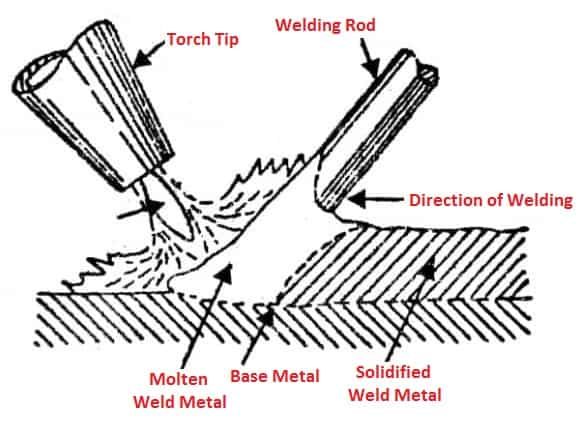
Each piece of metal forms a weld pool when it melts, where the liquid metals diffuse into each other and when cooled, form a strong joint. This type of welding is used for many types of metals. After the weld is complete, the welder must gradually extinguish the flame so the joint can harden without oxidizing.
The gases acetylene, hydrogen, propylene, butane, and others are frequently combined with oxygen. Depending on the project type, cost, and flame control, the gas used for welding is chosen.
Acetylene is the fuel gas that is most frequently used in welding. Due to the popularity of this method, many people simply refer to it as gas welding or oxyacetylene welding when the fuel is oxy-acetylene.
Read Also: Understand The Most Common Types of Corrosion in Metals [Examples]
Types of Gas Welding
Following are the 5 different types of gas welding:
- Oxy-acetylene gas welding
- Oxy-gasoline gas welding
- MAPP gas welding
- Butane or propane welding
- Hydrogen gas welding
#1 Oxy-acetylene Welding
In this type of welding, oxy-acetylene welding applies a mixture of acetylene gas and oxygen gas to supply welding torches. Oxy-acetylene welding is the most generally used gas welding type. This gas mixture provides the highest flame temperature of available fuel gases.
Although acetylene is generally the most expensive of all fuel gases. Acetylene is a volatile gas and requires specific handling and storage procedures.
#2 Oxy-gasoline Welding
Pressurized gasoline is used as welding fuel where construction costs are an issue, especially in places where acetylene canisters are unavailable. Gasoline torches may be more useful than acetylene for torch-cutting thick steel plates.
In these gas welding types, gasoline can be pumped by hand from a pressure cylinder, which is a common practice by jewelry manufacturers in poor areas.
#3 MAPP Gas Welding
In this, gas welding stands for Methylacetylene-propadiene-petroleum gas welding. The (MAPP) is a gas mixture that is much more inert than other gas mixtures, making it safe to use and store for beginner and recreational welders.
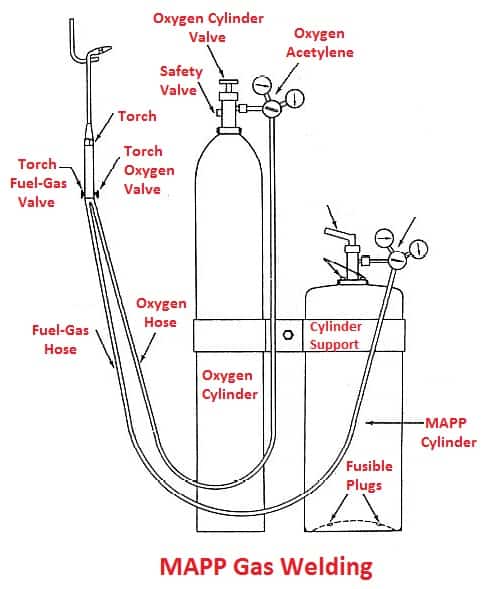
MAPP can also be used at extremely high pressures, and it is used in high-volume cutting operations.
#4 Butane or Propane Welding
These are similar gases that can be used as separate as fuel gases or combined. Butane and propane have lower flame temperatures as compared to acetylene but are less costly and easier to transport.
Propane torches are used more often for soldering, bending, and heating. Propane needs a different type of torch tip than the injector tip because it is a heavy gas.
#5 Hydrogen Welding
Hydrogen can be utilized at higher pressures than other fuel gases, making it particularly useful for underwater welding processes.
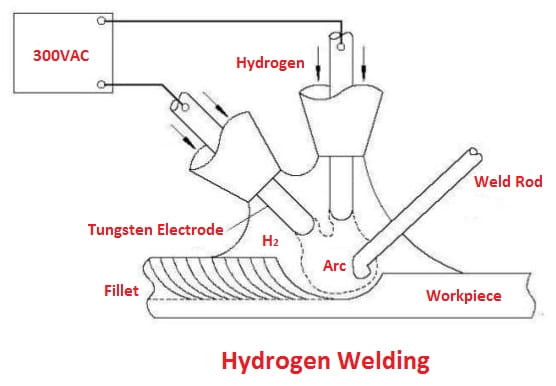
Some hydrogen welding equipment performs electrolysis by splitting the water into hydrogen and oxygen used in the welding process. Such electrolysis is often used for small torches. These are used in the jewelry-making process.
Read Also: What are the Different Types of Welding Machines & Their Uses?
Equipment Used in Gas Welding
Following are the equipment used in gas welding:
- Cylinders
- Welding torch
- Welding hand-screen or helmet
- Protective gloves
- Welding goggles
#1 Cylinders

In gas welding, the cylinders are used to store the amount of oxygen and acetylene, and it is usually made of steel. The cylinder must always be safe and used in an upright position. The valve cap should always be in place when the cylinder is unused.
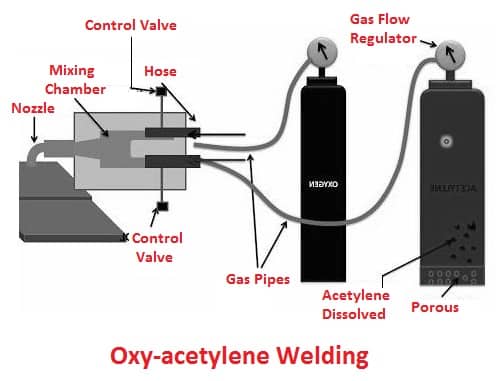
#2 Welding Torch

The welding torch has a mixer chamber and control values. At the other end of the torch is a nozzle where the fuel–oxygen mixture is ignited together.
#3 Welding Hand-screen or Helmet

The welding hand-screen or helmet is usually made of lightweight material. The hand-screen or helmets protect the welder’s face and eyes from hazardous damage.
#4 Protective Gloves

It is very necessary to wear protective gloves when doing gas welding to protect the hand from hazardous radiations and flame of fire.
#5 Welding Goggles

It is essential to wear welding goggles while you are doing gas welding. The welding goggles protect the eyes from radiation and sparks produced in welding.
Read Also: Different Types of Welding Joints (Explained in Detail) PDF
What is Joint Edge Preparation?
Sheet metal melts easily and does not need any special edge preparation. In welding operations including plate, joint edge preparation, and proper spacing between edges are essential factors. The width of the plates determines the amount of edge preparation required.
The faces of square edges can be butted together and welded for joints on plates up to 3/16 of an inch thick. For plates 3/16 to 1/4 inch thick, a slight root opening between the parts is required to gain full penetration. Plates greater than 1/4 of an inch thick require beveled edges and an original opening of 1/16 of an inch.
For oxy-gas welding on a plate more than 1/4 of an inch thick, bevel the edges at an angle of 30 degrees to 45 degrees, making the groove include an angle from 60 degrees to 90 degrees. Preparation of the edges will be done by flame cutting, shearing, flame grooving, machining, chipping, or grinding. In any case, the edge surface should remain free of oxide, scale, dirt, grease, or other foreign matter.
A plate from 3/8 to 1/2 inch thick can be welded from one side only, but thicker sections must be welded by framing the edges on both sides. Typically, butt joints prepared on both sides allow easy welding, produces less deformation, and ensures better weld properties.
The heavy steel plates are rarely welded with oxy-gas unless other types of welding equipment are not available. The welding of the heavy plate is just not cost-effective because of the amount of gas consumed and the time used to complete a weld. If possible, use a form of electric arc welding because the joint can be welded faster, is cheaper, and has less heat distortion.
Read Also: Common Types of Welding Defects [Causes, Remedies]
Precautions of Gas Welding
The following precautions will be required for gas welding:
- Work in a safe location away from other people.
- Wear protective clothing, gauntlets, and eye protection.
- Shut off the blowpipe when not in use. Please do not leave a burning torch on a bench or the floor, as the force of the flame may cause it to move.
- Clamp the workpiece, do not hold it by hand.
- Keen hoses away from the working area to prevent contact with flames, heat, and sparks or keep hoses clear of sharp edges and abrasive surfaces or where vehicles can hot spatter; keep no run over them.
- Do not allow hot metal or spatter to fall on hoses.
- Handle cylinders carefully. Keep them in an upright position and fasten them to prevent them from falling or being knocked over. For example, chain them in a wheeled trolley or upon a wall.
- Always turn the gas supply off at the cylinder when the job is finished.
- Maintain all equipment and keep in good condition.
- Regularly check all connections and equipment for faults and leaks. Always provide enough ventilation during welding and cutting operations.
- Store gas cylinders outside whenever possible or in a well-ventilated place.
- Avoid taking gas cylinders into poorly ventilated rooms or confined spaces.
Applications of Gas Welding
The following are the applications of gas welding:
- To join most ferrous and non-ferrous metals, carbon steels, alloy steels, cast iron, aluminum and its alloys, nickel, magnesium, copper and its alloys, etc.
- To join thin metals.
- For joining metals in the aircraft industries and automotive.
- To join metals in sheet metal fabricating plants.
- To join the materials that require a relatively slow rate of heating and cooling etc.
Advantages of Gas Welding
The following are the main advantages of gas welding:
- It is the most portable and versatile process.
- This has better control over temperature.
- This weld dissimilar is suitable for metals.
- It has better control of the filler-deposition rate.
- It has low maintenance and cost.
Disadvantages of Gas Welding
The following are the disadvantages of gas welding:
- It is not suitable for heavy conditions.
- Gas welding has a low working temperature of gas flame.
- It has a slow rate of heating.
- Gas welding is not suitable for reactive metals and refractory.
- Flux shielding in gas welding is not so effective.
- More problems in the storage and handling of gases.
Download PDF of this article:

Closing It Up
That’s it; thanks for reading. If you have any questions about “gas welding types” ask in the comments. If you like this article, please share it with your friends.
Subscribe to our newsletter to get notifications of our new posts.
Read Next:
- What are the differences between Brazing and Soldering?
- Different Types of Forging Defects Explained
- Tig Welding and Mig Welding: What’s the Difference?
Reference and External Links:
FAQs
Gas welding is the process of melting and cooling two metal pieces together to form a single piece. This can be done by creating a very hot flame from oxygen and a fuel gas.
Gas welding is generally used in the fabrication of sheet metal, joining of aircraft parts, automotive chassis, and frame fabrication.
There are five different forms of gas welding: oxy-acetylene welding, oxy-gasoline welding, MAPP welding, propane/butane welding, and oxy-hydrogen welding.
The main difference between the two is how the heat is created. Arc welding increases the temperature highly by using electricity. Gas welding produces a somewhat lower temperature by combining gasses and oxygen to form a flame that melts the metal to be welded.
Hello dear I would like to serve with pdf for gas welding if you can do it for me.
Hi there, the PDF file has been sent to your inbox. Please checkout.