In this article, you’ll learn what is welding position? Different types of welding positions in groove and fillet welds of pipe are explained with pictures.
Also, you can download the PDF file of this article at the end of it.
What is a Welding Position?
A welding position is a technique that a welder uses to join metals in the position in which they are found or in which a specific component would be used. Simply put, welding positions are different angles of joining metals.
The welding process can be classified based on the position of the workpiece or the position of the welded joint on the plate. Some types of welding processes can be done with all positions, while others may use only one or two positions.
This means not every weld can be performed in a horizontal and flat position. Sometimes other welding positions may be required to design or manufacture assemblies. This is because the workpiece cannot be held in an exact position due to its various shapes or sizes.
Generally, there are four types of welding positions i.e., horizontal, flat, vertical, and overhead. The common types of welds are groove and fillet welds. Welders can perform both of these welds in all four positions.
There are unique letters to select fillet and groove welds.
- Fillet weld (F): It is a weld of approximately a triangular cross-section used to join two pieces, especially vertically.
- Grove weld (G): It is a weld made in the groove on the workpiece surface between the workpiece edges. It requires full penetration to lay strong welds.
Let’s find out more about the various welding positions and discover the best methods for welding each type.
Related: 16 Types of Welding Defects: Their Causes & Remedies
Types of Welding Positions
The Following are the five main types of welding positions:
- Flat Position (1G and 1F)
- Horizontal Position (2G and 2F)
- Vertical Position (3F and 3G)
- Overhead Position (4G and 4F)
- Inclined Position
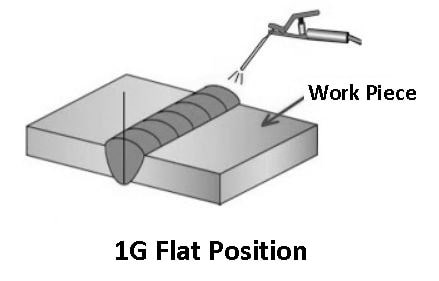
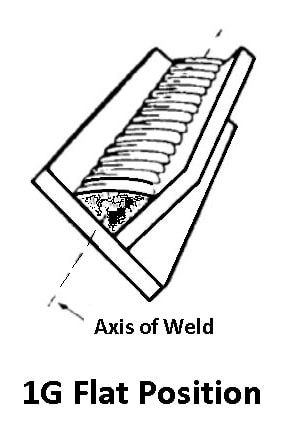
#1 Flat Position (1G and 1F)
In general, flat welding is simpler because gravity is not an issue. The weld puddle remains fluid and evenly moistens the joint. Operators can therefore usually run hotter and with higher deposition rates.
To weld in a flat position, you can employ any welding technique. Whatever process you choose, just make sure to follow the suggested techniques. Using a drag process rather than a push technique would reduce slag, for example.
Depending on whether the weldment is a 1G or a 1F, the proper work angle for a flat position weld will change. If the wire or electrode is positioned too far to one side or the other, the heat won’t be concentrated where the two pieces join, which could result in insufficient fusion.
#2 Horizontal Position (2G and 2F)
The weld axis is generally horizontal when a horizontal weld position is made. The flat position weld and the horizontal position weld are very similar. A 2G weld is somewhat more challenging than a 2F weld.
A bottom shelf is included in the 2F to prevent the weld puddle from becoming unmanageable or sagging excessively. When welding in a horizontal groove, you should slightly favor the top edge of the joint with the working angle because gravity will cause the weld puddle to sag. Keep the joint at a 45-degree angle when welding a horizontal fillet so that the heat is concentrated where the two pieces meet.
A puddle that is too fluid is exposed to gravity, so avoid running horizontal welds too hot. Make adjustments to your weld parameters to prevent an excessively hot or fluid puddle. Any welding technique can be used in a horizontal position.
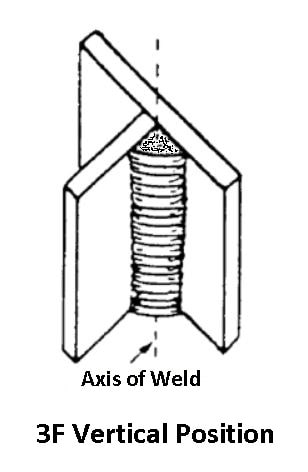
#3 Vertical Position (3F and 3G)
In this welding position, both the piece and the weld are perpendicular or nearly perpendicular. 3F and 3G are mainly for vertical fillet and vertical groove position.
When welding is done vertically, the force of gravity pushes the molten metal downward and therefore tends to stack. To counteract this, the welder can use an upward or downward vertical position.
To test it in the vertical position, point the flame upward, holding it at a 45-degree angle to the piece. In this way, the welder will apply the force of gravity to the metal from the lower parts of the workpiece towards the weld.
#4 Overhead Position (4G and 4F)
When working on a fixed piece of machinery or metal that cannot be moved, overhead welds might be necessary. For overhead welding, operators may need to lay on the ground or floor, so it’s important to find the most comfortable position.
Overhead welding frequently uses the same procedures as vertical welding. Similar to a vertical weld, a 4G weld may need to be slightly manipulated or weaved to better wash in at the toes. With overhead welds, you’ll also want to dial down parameters to run cooler so that a weld puddle does not fall out of the joint.
Sparks fall to the ground when welding with the torch held overhead. You might want to wear a scarf underneath your welding helmet as additional head protection. When using a process like stick welding, which generates more sparks and spatter, wear a fully leather welding jacket.
#5 Inclined Position
In this type of welding position, the slope and rotation can vary from 10 to 40 degrees or 0 to 90 degrees. The workpiece is placed in an inclined plane. In this situation, the force of gravity causes the molten metal to flow downward in a flat position. A small arc should be used to produce proper beads in the inclined position.
Read Also: Different Types of Welding Machines and Their Uses
Groove and Fillet Welding Positions
Following are the numbers and letters used for the groove and fillet welding:
For groove welding:
- 1G – flat welding position
- 2G – horizontal welding position
- 3G – vertical welding position
- 4G – welding position overhead or overhead)
- 5G – uphill and downhill vertical welding position
- 6G – overhead vertical welding position
For fillet welding:
- 1F – flat welding position
- 2F – horizontal welding position
- 3F – vertical welding position
- 4F – welding position overhead or overhead
Checkout: Different Types of Welding Rods & Their Uses [Explained]
Pipe and Plate Welding Positions
Pipe welding is the welding process of joining two similar or dissimilar pipes together. Welding techniques for pipes include arc welding, TIG, and MIG welding. In the construction of a project in the oil and gas industry, we often find welding activities on pipes or tanks.
To achieve more excellent welding quality, professional organizations (ASME, AWS, ISO, JWES) make rules and classifications of welding positions. Generally, the pipe welding position is divided into two types: the welding position at the groove joint and the welding position at the fillet joint.
There are generally six welding positions with numbers and letters, i.e., 1G, 2G, 3G, 4G, 5G, and 6G/6GR. All positions are used in different angles and shapes when welding pipes. Welding methods and considerations are similar in different countries. However, AWS D1.1 (referring to AWS A3.0), ASME IX, and ISO 15614-1 use different names in their tables.
| No. SI. | Welding Positions (ISO) | Welding Positions (ASME/AWS) |
|---|---|---|
| 1. | PA | 1G / 1F |
| 2. | PB | 2F |
| 3. | PC | 2G |
| 4. | PD | 4F |
| 5. | PE | 4G |
| 6. | PF | 3G Uphill |
| 7. | PG | 3G Downhill |
| 8. | PH | 5G Uphill |
| 9. | PJ | 5G Downhill |
| 10. | H – L045 | 6G Uphill |
| 11. | J – L045 | 6G Downhill |
Read Also: How Does Underwater Welding Works? Types & Applications
#1 1G/1F/PA Welding Position (Flat)
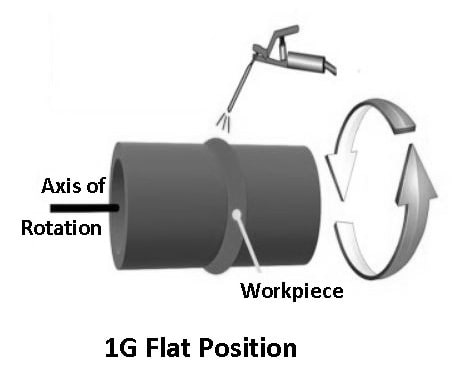
1G/1F/PA welding position is a flat welding position. This is a situation where the pipe is flat and can be rotated against the horizontal or X-axis. In this weld position, the welder inserts a piece of metal just below the torch, and welding is performed over the pipe. This position is also used for butt, groove, and fillet welds.
#2 2F/PB Welding Position (Horizontal)
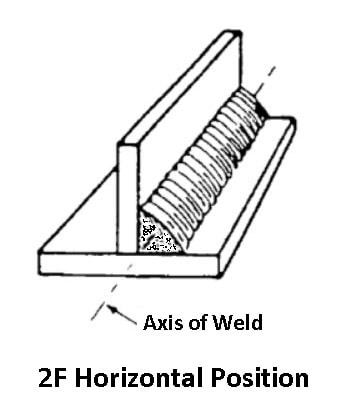
This is a horizontal welding position used for fillet welds. In the 2F welding position, a welder must hold the torch at a 45° angle with the piece next to him. The exact angle of the torch depends on the angles of the pipe.
In this type of welding position, butt welding is slightly more complex than flat welding. This is caused by the molten metal flowing down the joint and the torch’s heat rising upward the joint. As a result, a uniform deposit cannot be applied to the joints.
#3 2G/PC Welding Position (Horizontal)
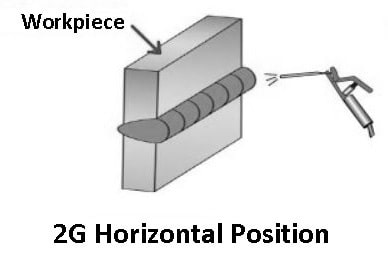
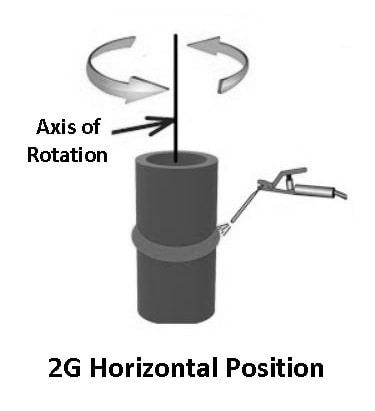
2G/PC welding position is a horizontal position mainly used for butt welding. In this type of welding position, the piece of metal remains parallel to the welder’s body and welds it from the front. This applies where the pipe is in the vertical direction, and the weld axis is in the horizontal direction.
#4 3G Uphill/PF Welding Position (Vertical)
This is a vertical position welding, in which the axis of the weld is almost perpendicular. 3G uphill welding position is used for both butt and fillet welds. The torch angle is 45° while welding and the welder has used metal from the bottom.
Read Also: 26 Essential Welding Tools and Equipment For Beginners
#5 3G Downhill/PG Welding Position (Vertical)
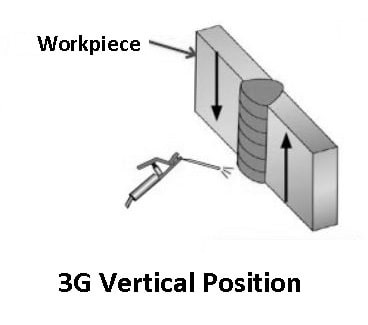
3G Downhill is a vertical welding position that is used for butt and fillet welding. The welder will use the metal from the test piece’s upper parts and the electric arc’s kinetic force to maintain the weld puddle. This position is considered good from the point of view of productivity.
#6 4G/4F Welding Position (Overhead)
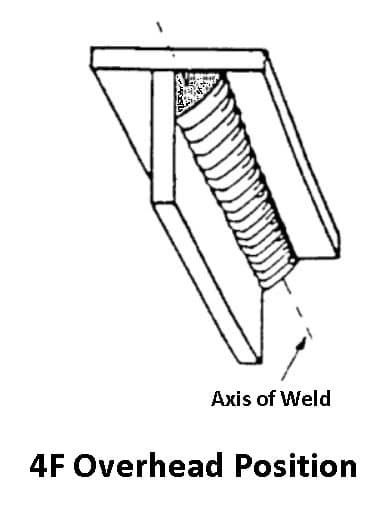
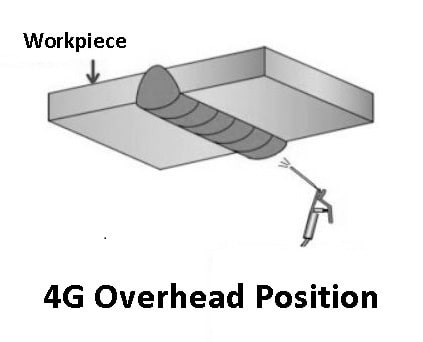
4G/4F welding position is performed from under the joint and is commonly used for fillet welds. In this welding position, the deposited metal sags or falls on the plate, causing the bead to form an elevated peak. In this, the welder will most of the time be holding the torch at about 45º (depending on the position of the plate or pipe) under the piece.
#7 5G Welding Position
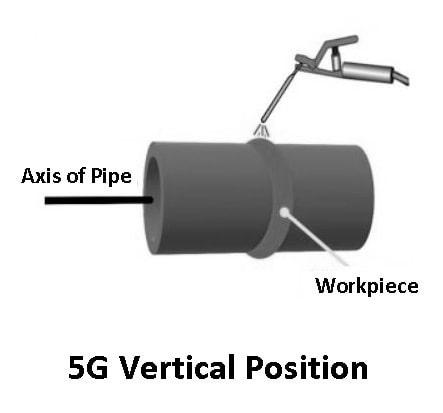
The 5G welding position is used where the pipe is held on a horizontal or x-axis, but the pipe is stationary or cannot be rotated. This welding position is used for groove welds. This position is very similar to the 1G welding position, but only the pipe cannot be rotated. This is also known as PF in ISO/EN standards.
#1 5G Uphill/PH Welding Position (Vertical)
This is the vertical-up position used for butt welds and is a standard manual method of pipe welds. In this situation, welders follow three welding methods in sequence, starting from the overhead position to the horizontal and then to the flat position. Since the pipe is not twisted or rotated, it isn’t easy.
#2 5G Downhill/PJ Welding Position (Vertical)
The 5G downhill position is the vertical-down position used for pipe butt welds and is an excellent method of welding pipe manually. In this position, welders should use proper and specific equipment for welding pipes against molten metal’s dragging force of gravity.
Doing so increases welding productivity and provides the desired welding result. During 5G, welders undergo three welding stages: the flat, the horizontal, and the overhead.
#8 6G Welding Position
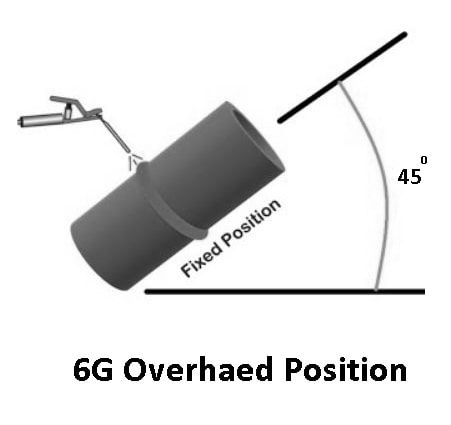
Welders consider the 6G welding position to be the most challenging welding position to perform. A skilled or experienced welder can do welding with a 6G position. Sometimes, this position is similar to 5G/PH/PJ, but the pipe stands at 45° from the other.
Since one pipe should be located at an angle of 45° to the other pipe, it becomes the most complex and challenging situation for the welder. It is also known as the overhead weld position or welder certification test position.
Also, while welding, the welder needs to make several body positions, i.e., horizontal (hard), flat (easy), and vertical weld (demand). The 6G uphill/H-L045 and 6G downhill/J-L045 positions are common names for the 6G welding position.
#9 6GR Test
It is a different type of 6G test. R stands restricted’. It denotes that the weld is carried out in a “ring mode” by putting a steel plate beneath the weld site with an inch gap.
In simple terms, this is an additional level of challenge for welders in the certification process. In 6GR, welders must create joints close to obstructions like brackets and walls and join the pipe to an additional structure.
Closing It Up
I hope I have covered everything about “Types of Welding Positions.” If I missed something, or if you have any doubts, let me know in the comments. If you liked this article, please share it with your friends.
Want free PDFs direct to your inbox? Then subscribe to our newsletter.
Download PDF of this article:
You may also like to find interesting things like this in our blog:
Your article greatly helps me in during our welding training in school.
I’m glad it was helpful for you. Keep visiting 😉
Thank for this article, it is very helpful. And thanks again
You’re welcome. Keep Visiting 😉
Thank you for your article which greatly help me to know more about welding position.
You’re welcome.