In this article, you’ll learn what is die in manufacturing? Definition, How die works? its diagrams, and What are different types of dies? Also, download the PDF file of this article at the end of it.
Dies and types
What is die in manufacturing?
Dies is a machine tool used in many manufacturing industries to cut metal in the desired shape or for cutting threads on the outside surface on pipe, round rods, etc. Threads of proper size are cut in the dies which are chamfered from one side up to a certain length which facilitates to start of a thread.
The purpose of using die stock is because it is operated by hand. These are made of high carbon steel, high-speed steel, and alloy steel. These are made of circular and square shapes.
Generally dies are classified according to their use like stamping dies are used in press working, casting dies used in molding processes, and drawing dies are used in the manufacture of wires.
Read also: 9 Types of Sheet Metal Operations with Diagrams
Types of Dies
For different purposes, mainly the following types of dies are used:
- Simple die
- Compound Die
- Transfer Die
- Progressive die
- Multiple die
- Combination die
- Round split Die
- Adjustable Die
- Die Nut
- Die Plate
- Pipe Die
- Acron Die
#1 Simple Die:
Simple die or single operation die designed to perform only a single operation of each stroke of the press slide. Simple die can be further classified according to the functions such as cutting and forming.
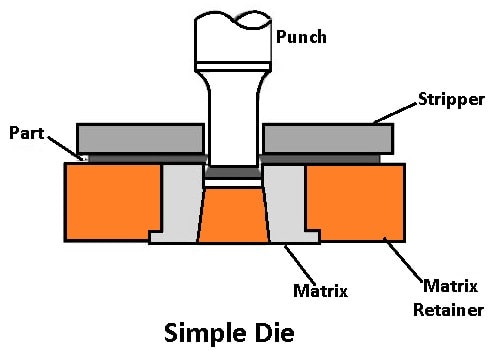
Cutting dies are used in operations like trimming, notching, blanking and more. The forming die used in bending, and curling etc.
#2 Compound Die:
A compound die performs multiple operations like cut or punch can be done in one stroke. For example, it can perform cutting and forming operations simultaneously in one stroke. This very effective method for high-volume parts. Compound dies are used to stamp simple flat parts like washers.
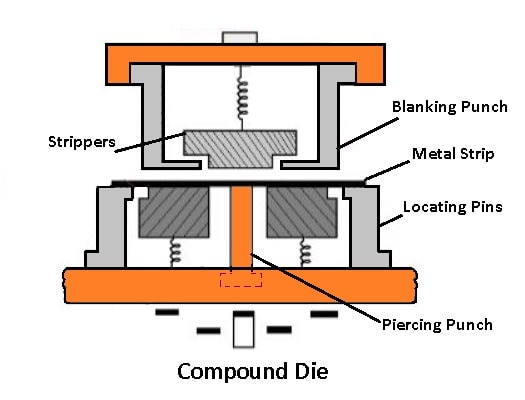
The compound die is shown in the figure. It has a spring and punches at both ends. The upper part of the punch is connected to the ram and comes in contact between metal and pierce the hole. As punch moves downward the spring compresses after a certain range and the lower punch moves upward and cuts the hole.
#3 Combination Die:
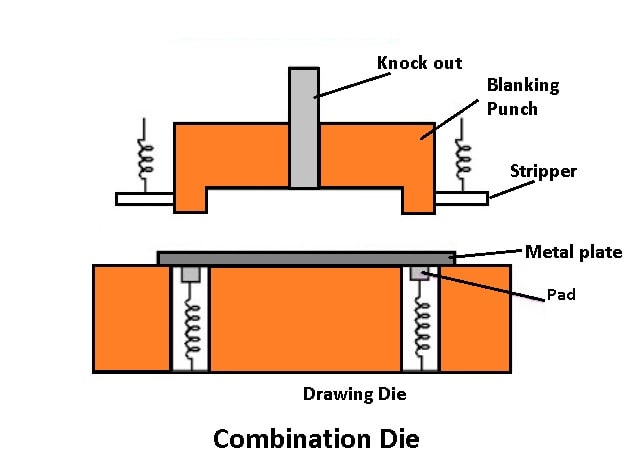
The diagram of the combination die is shown in the figure. In this type of dies, the cutting and bending operations are combined and carried out in a single operation. The cutting operation may include trimming, piercing, and blanking and is combined with noncutting operations like bending forming, etc.
#4 Transfer Die:
The transfer die uses a single press to operate multiple tools. In high volume production work, transfer die comes with more advantages. It can freely transfer the work by adding more shape to the part until the metal workpiece achieves the final shape.
Earlier, these processes performed using individual presses and the workpiece moved from press to press and die to die by hand. The automation of the transfer process streamlines the operation in a single press.
#5 Progressive Die:
Progressive die widely used in producing various industries parts, such as automotive and electronic. This type of die stamping consists of several individual workstations, each of which performs one or more different operations on the part. The work or part is transferred from station to station by the stock strip and is cut out of the strip in the final operation.
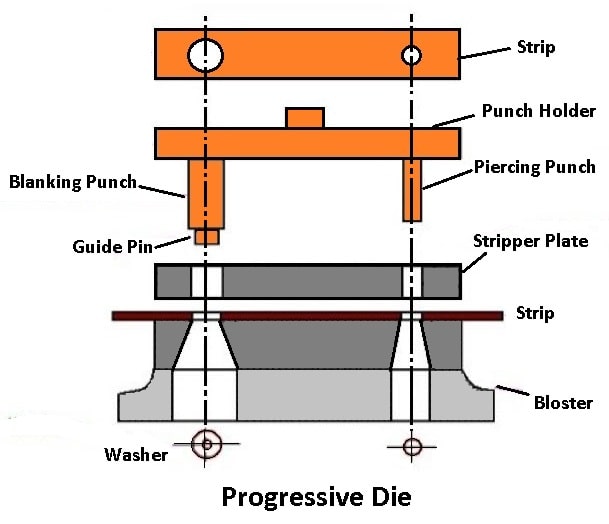
The progressive die has many unique benefits including a high-speed production rate with low labor cost, the minimum amount of scrape, and this dies required only one setup to work.
#6 Multiple Die:
A multiple or gang die is a punch press that produces two or more identical parts at a single stroke. A number of simple dies and punches are ganged together to produce two or more parts at each stroke of the press.
Dies used for Thread Cutting
#7 Round split Die :

These are also known as slide Die. This is a one-piece die, which is cut from one end. This die is fitted on the die stock in such a way that all the three screws of the stock are set on the seat built on it.
This checks the die from rotating in the stock. After fitting it on the job, the center screw is tightened before cutting threads. These dies are used for small jobs. A round split due has been shown in the figure.
#8 Adjustable Die:

This die is in two pieces. In both, the threads of the pieces are cut inside. In these threads, round grooves are cut which per from the job of cutting edge. These pieces bear Numbers 1 or 2. There is a provision for adjustable distance among them with the outside screw. For this purpose, there is a seat of the screw.
Threads can be cut on the gib jobs with this die. First high threads are cut by slightly tightening both the pieces and after tightening it further deep threads are cut. This type of die has been shown in the figure.
#9 Die Nut:
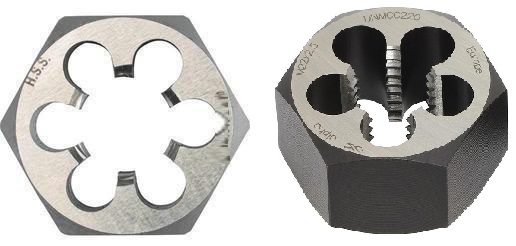
Its shape is square or like a six-phased nut as shown in the figure. In the threads cut inside it, four or six flutes are cut which makes a cutting edge. It is used for repairing old threads. It can be moved with an ordinary spanner.
#10 Pipe Die:
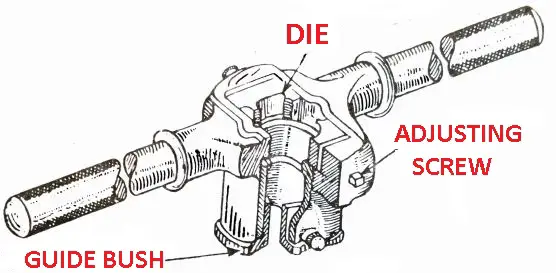
This die is specially used for cutting threads on water pipes, gas and oil pipes etc. Die of two to four pieces are used in it, which are fitted in different types of dies handle as shown in the figure.
An adjusting screw is provided on stock or handles for adjusting the die. A guide is fitted in this stock or handle, which guides the die to move in the straight direction of the pipe. Threads cut with this die are of a special type because this die cuts threads in the taper. This is why the sockets fitted on these pipes become gas and liquid proof.
#11 Acron Die:

This is the modern form of the die. This type of die is used for cutting outside threads on a pipe fitted in a groove or a hole.
This die is also like a nut in which threads are cut inside and it is cut intermittently as shown in the figure. For the purpose of convenience, this is tapered from one end. It is moved by holding it in a holder of a special type.
#12 Die Chaser:
This type of die is used with turret lathe or capstan lathe. It is a threaded section of a screw cutting die.
Like a machine chuck, six skids are fixed thereon which dents for cutting threads are cut. These skids can be adjusted with the handle on the die head. Threads of the desired length can be cut with this die.
#13 Die Stock:
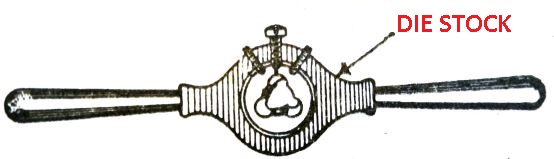
It is also known as die handle. In real words. the perfection of a die is with the skid of the die and this handle. The die skids are fitted in the handle or the stock.
For dies of varying sizes, Die handles of the different ranges are used. These are divided into the following two parts:
- Adjustable Die Handle.
- Solid Die Handle.
Method of Using Die:
- Before cutting outer threads, the end of the pipe or rod should be chamfered with a grinder or a file.
- For cutting threads on a pipe, rod, or any other job, it should be firmly held in a vice.
- Keep on moving the die forward and backward.
- Equal pressure should be exerted on the die handle.
- Jobs of large diameter, threads should be cut after adjusting two-three cuts.
- Proper lubrication should be used while cutting threads.
- After cutting the threads, it should be checked with a nut or ring gauge.
- After using the drill. It should be properly cleaned and replaced in its proper place.
That’s it thanks for reading, if you have any doubts or questions about “types of dies” you can ask in the comments. If you like this article then please share it with your friends.
Subscribe to our newsletter to get notification of our new articles:
Download the PDF version of this article:
Read Next:
External resources:
- Progressive die | Autoform.com
Love to read your content and information. Your writing skill is informative and very understandable. I work in a metal stamping company so I always visit the internet to gather more information about tools and techniques.
I’m glad, you love our content. Thanks for reading and keep visiting.
pdf download is not working for “TYPES OF DIES IN MANUFACTURING, COMPONENTS, USES”
Hello there, I updated the article with the PDF file. Now you can download it.