In this article, you’ll learn about drilling machine, how does it work? Its parts, operations, tools and types of drilling machine with PDF
Drilling Machine and Types
The drilling machine is defined as a machine which is used to make a circular hole, a tool used to drill the holes of different size and other related operations using a drill bit.
The drilling machine is one of the most important machines in a workshop. As regards its importance it is second only to the lathe machines. Holes were drilled by the Egyptians in 1200 B.C. about 3000 years ago by bow drills. The bow drill is the mother of the present-day metal cutting drilling machine.
In drilling machine holes may be drilled quickly and at a low cost. The hole is generated by the rotating edge of a cutting tool known as the drill which applies a large force on the work clamped on the table. As the machine uses vertical pressure to originate a hole it is loosely called a “drill press”.
You might like: What Are The Different Types of Drill Bits and Their Uses?
Parts of Drilling Machine:
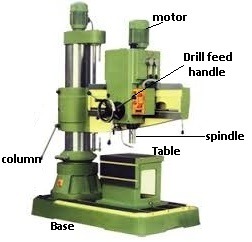
Following are the main parts of drilling machine:
- Base
- Column
- Table
- Radial Arm
- Drill head
- Spindle speed and Feed mechanism.
#1 Base
The base is that part of the machine on which the verticle column is mounted. The base is made of casting. A base supports the column and worktable with other attachments.
The top of the base is round column section type upright drilling machined and has T-slots on it so that large workpieces and work holding devices may be set up and bolted to it. The base of the machine may be mounted on a bench or on the floor.
#2 Column
The Column is the verticle member of the machine which supports the table and the head containing all the driving mechanism. It is a cylindrical casting mounted vertically at one end of the base and supports the radial arm, which slides up and down.
An electric motor at the top of the column helps in the vertical adjustment of the arm by rotating a screw passing through a nut attached to the arm.
#3 Table
The table is mounted on the column and is provided with T-slots for clamping the work directly on its face. A table is round or rectangular in shape.
#4 Radial Arm
It is mounted on the column and extends horizontally over the base. It has guideways on which drill head slides. The radial arm moves around the column.
#5 Drill head
It is mounted on the redial arm and drives the drill spindle. In some of the drill machines, the drill head may be adjusted up or down to accommodate different heights of the work in addition to the table adjustment.
It encloses all the mechanism for driving the drill at a different speed and feeds. In lighter machines, the driving motor is mounted at the rear end of the head counterbalancing the weight of the drill spindle.
#6 Spindle speed and feed mechanism
The motor at the top of the drill head drives the horizontal spindle and the motion is transmitted to the drill head through a group of bevel gears. With another group of gears, different spindle speed and feed are obtained.
The main advantage of this types of drilling machine is that holes of variable sizes at any point and at any angles can be drilled on the large-sized workpiece without moving the workpiece.
- Multiple speed of the spindle may be obtained as follows:
- By step cone pulley drive
- By step cone pulley drive with one or more back gears
- gearing.
You might like: Different Types of Cutting Tools & Their Uses
Types of Drilling Machine
Following are the 8 different types of drilling machine:
- Portable drilling machine
- Sensitive drilling machine
- Pillar drilling machine
- Radial drilling machine
- Gang drilling machine
- Multiple spindle machine
- Automatic drilling machine
- Deep hole drilling machine
- Hammer drill
- CNC drilling machine
#1 Portable Drilling Machine

These types of a drilling machine are commonly used in all the workshops and used to drill small sized holes. It is operated by holding in a hand. The workpiece where the hole is to be drilled is held in a vice.
#2 Sensitive Drilling Machine
This types of drilling machine used to drill small holes at high speeds in lighter jobs or workpieces. The machine may be mounted on the bench or floor & the drilling work is started with the drill fed into the workpiece by purely hand control.
Hand-feed permits the operator to sense the progress of the drill into the workpiece, so that if there is any drill worn out or jams it may be released immediately to prevent the drill bit from breaking.
Since the operator senses the cutting action at any instant it is called as the sensitive drilling machine. These machines are capable of drilling small holes of diameter as small as 0.35 mm to 15 mm. These machines run at a higher speed as high as 2000 rpm.
#3 Pillar Drilling Machine

A pillar drill machine is also known as an upright drilling machine. It is a modern type of drilling machine used to make holes ranging from 20mm to 40mm in metal and wood. Although it resembles a bench drill machine, it has a much stronger engine and a larger drilling capacity.
This machine is primarily used by manufacturers and professional woodworkers. Pillar drilling machines are useful for batch production, reaming, drilling, spot-facing machining, and screw tapping.
#4 Radial Drilling Machine

The schematic diagram of the radial drilling machine is shown in the figure. It consists of the base, radial column arm, drill head, spindle speed, and feed mechanism. The Radial Drilling Machine is used when the object size is significant in terms of height. Its goal is to drill holes in the given radial distance.
Huge components cannot fit in the machine vice due to their structure. As a result, in order to complete the operation, the component must be placed on the surface and the radial arm of the drilling machine must be turned in relation to the component.
#5 Gang Drilling Machine
This machine consists of the number of drill heads placed side by side so that more than one hole of same or different sizes can be drilled at a time on the same job or on different jobs.

The space between drill spindles is varied to suit the gap between the holes. This type of machine tool is used to drill a large number of holes in the same job at a faster rate.
The main advantage of this type of machine tool is that the series of operation can be performed with different spindle mounted with different tool bits on the same workpiece by moving it from one position to another position.
#6 Multi-Spindle Drilling Machine

This machine tool is similar to a gang drilling machine in construction. It is used to drill the number of hole in the same workpiece simultaneously and to reproduce the same work in a number of similar jobs.
All the spindle are driven by a single motor and fed continuously. During the feeding table with the workpiece is raised or lowered and the drill head position is not varied.
#7 Automatic Drilling Machine

This types of drilling machine can perform a series of machining operations at successive units and transfer the work from one unit to the other automatically.
Once the work is loaded at the first machine, the work will move from one machine to the other where different operations can be performed and the finished work comes out from the last unit without any manual handling.
These types of drilling machines are intended purely for production purposes and may be used for milling, honing and similar operations in addition to drilling and tapping.
#8 Deep Hole Drilling Machine

This may be the either horizontal or vertical type of machine. In this drilling machine, the part to be drilled is rotated and the drill bit that makes the hole is kept stationary. Deep hole drilling is done in components like rifle barrels, crankshafts, long shafts etc.
It is capable of drilling very deep, precise holes in almost any metal. For manufacturers, deep-hole drilling machines enable the use of particular equipment to optimize the deep hole drilling process.
#9 Hammer Dill

A hammer drill is also referred to as a percussion drill or an impact drill. It is a power tool that is primarily used for drilling in hard materials. It is a rotary drill that has an impact mechanism that produces a hammering motion.
In order to pulverize the material to be bored and enable faster drilling with less effort, the percussive mechanism delivers a rapid succession of brief hammer thrusts. If a hammer drill’s impact mechanism can be turned off, the device can be used as a regular drill to carry out tasks like driving screws.
#10 CNC Drilling Machine

A CNC drilling machine, also known as a CNC drill press. It is a specific type of drilling machine that uses CNC (computer numerical control). In addition to the drilling capabilities of a drilling machine, it controls the drilling process in an automated and precise manner.
These types of drilling machines are used to efficiently drill holes in a large number of identical parts in mass production requirements. They can be used to drill holes in a variety of materials. CNC drilling machines are famous for their high speed and accuracy and can drill several holes at once precisely.
They are crucial to the aerospace, automotive, defence, and other manufacturing sectors where accurate and effective drilling are crucial.
You might like: What is Knurling Operation? Definition, Process, Types & Uses
Drilling Machine Tools
Drill: A drill is a fluted cutting tool used to originated or enlarge a hole in a solid material. Drills are manufactured in a wide variety of types and sizes.
Following are the different types of tools used in drilling machine:
- Flat or spade drill tool
- Straight fluted drill tool
- Two-lip twist drill tool
- Parallel shank (short series or ‘’ jobbers’’ twist drill)
- A Parallel shank (stub series) twist drill
- Parallel shank (long series) twist drill
- A Parallel shank twist drill
- Taper shank core drill (Three or four fluted)
- Oil tube drill
- Centre drill
#1 Flat or Spade Drill
A flat drill is sometimes used when the same sized twist drill is not available. It is usually made from a piece of round tool steel which is forged to shape and ground to size, then hardened and tempered.

The cutting angle varies from 90 to 120 and the relief or clearance at the cutting edge is 3to 8. The disadvantage of this type of drill is that each time the drill id ground the diameter is reduced. Further, it cannot be relied upon to drill a true straight hole, since the point of the drill has a tendency to run out of a centre.
Another difficulty of using this type of drill is that the chips do not come out from the hole automatically, but tends to pack more or less tightly, if deep holes are to be drilled.
#2 Straight Fluted Drill:
A straight-fluted drill has grooves or flutes running parallel to the drill axis. A straight-fluted drill may be considered as a cutting tool having zero rakes. This type of drill is inconvenient in standard practice as the chips do not come out from the hole automatically. It is mainly used in drilling brass, copper or other softer materials.

In drilling brass, the twist drill tends to advance faster than the rated feed and the drill digs into the metal. No such difficulty occurs in the use of a straight fluted drill. When drilling sheet metal, the straight fluted drill does not tend to lift the sheet as does the twist drill.
#3 Twist Drill
This is the most common type of drill used today is the twist drill. It was originally manufactured by twisting a flat piece of tool steel longitudinally for several revolutions, then grinding the diameter and the point.

The present-day twist drills are made by machining two spiral flutes or grooves that run lengthwise around the body of the drill.
The twist drill is an end cutting tool. Different types of twist drills are classified by Indian standard Institution according to the type of the shank, length of the flute and overall length of the drill.
3.1 Parallel Shank (short series or ‘’jobbers’’ twist drill)

The drill has two helical flutes with a parallel shank of approximately the same diameter as the cutting end. The diameter of the drill ranges from 02 to 16 mm increasing by 02 to 03 mm in lower series to 025 mm in higher series. Fig 5.36 illustrates the drill.
3.2 Parallel Shank (stub series) twist drill

The drill is a shortened form of the parallel shank twist drill, the shortening being on the flute length. The diameter of the drill ranges from 05 to 40 mm increasing by 03 mm in lower series to 025 to 05 mm in higher series. Fig. 5.37 illustrates the drill.
3.3 Parallel Shank (long series) Twist Drill

The drill has two helical flutes with a parallel shank of approximately the shank diameter as the cutting end, which however does not exceed the diameter at the drill point.
The overall length of the drill is the same as that of a taper shank twist drill of the corresponding diameter. The diameter varies from 1-5 to 26mm increasing by 0-3mm in lower series to 0-25mm in higher series.
3.4 Taper Shank Twist Drill
The drills have two helical flutes with a tapered shank for holding and driving the drill. The shank for these drills conforms to Morse tapers.
The diameter ranges from 3 to 100mm. The diameter increases by 0-3mm in lowest series having Morse taper shank No. 1, by 0-25mm in lowest series shank number 2 and 3, by 0-5mm in Morse taper shank No. 4, and by 1mm in Morse taper shank number 5 and 6.
The use of Morse taper shank below 6mm size is not preferred. A drill gauge enables any drill to be readily selected by gauge.
#4 Taper Shank Core Drill (three or four fluted)
These drills are intended for enlarging cored, punched or drilled holes. These drills cannot originate a hole in a solid material because the cutting edges do not extend to the centre of the drill.

The metal is removed by a chamfered edge at the end of each flute. Cored drills produce better-finished holes than those cut by ordinary two fluted drills.
The cutting action of a core drill is similar to that of a rose reamer and it is often used as a roughing reamer. In some cases, a two fluted twist drill is chosen to originate a hole half the required size and the rest is finished by a three or four fluted drills.
#5 Oil Tube Drill
The oil tube drills are used for drilling deep holes. Oil tubes run lengthwise spirally through the body to carry oil directly to the cutting edges.
Cutting fluid or compressed air is forced through the hoes to the cutting point of the drill to remove the chips, cool the cutting edge and lubricate the machined surface.
#6 Centre Drill

The centre drills are a straight shank, two fluted twist drills used when centre holes are drilled on the ends of a shaft. They are made in finer sizes.
Drilling Machine Operations
Following are the different operations performed on the drilling machine:
- Drilling operation
- Reaming operation
- Boring operation
- Counterboring operation
- Countersinking operation
- Spot facing operation
- Tapping operation
- Lapping operation
- Grinding operation
- Trepanning operation
1. Drilling
Drilling is the operation of producing a cylindrical hole by removing metal from the rotating edge of a cutting tool called the drill.
The drilling is one of the simplest methods of producing a hole. Before drilling the centre of the hole is located on the workpiece by drawing two lines at right angles to each other and then a centre punch is used to produce an indentation at the centre.
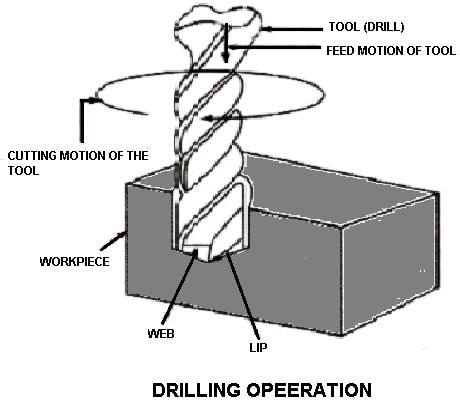
The drill point is pressed at this centre point to produce the required hole. Drilling does not produce an accurate hole in a workpiece and the hole location is not perfect.
The internal surface of the hole so generated by drilling becomes rough and the hole is always slightly oversize than the drill used due to the vibration of the spindle and the drill. A 12mm drill may produce a hole as much as 0-125mm oversize and a 22mm drill may produce one as much as 0-5mm oversize.
2. Reaming
Reaming is an accurate way of sizing and finishing a hole which has been previously drilled. In order to finish a hole and to bring it to the accurate size, the hole is drilled slightly undersize.
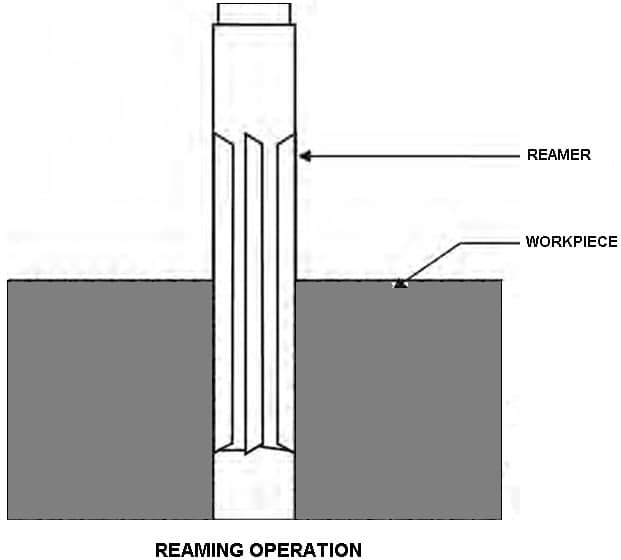
The speed of the spindle is made half that of drilling and automatic feed may be employed. The tool used for reaming is known as reamer which has multiple cutting edges.
Reamer cannot originate a hole. It simply follows the path which has been previously drilled and removes a very small amount of metal. For this reason, a reamer cannot correct a hole location. The material removed by this process is around 0-375mm and for accurate work, this should not exceed 0-125mm.
3. Boring
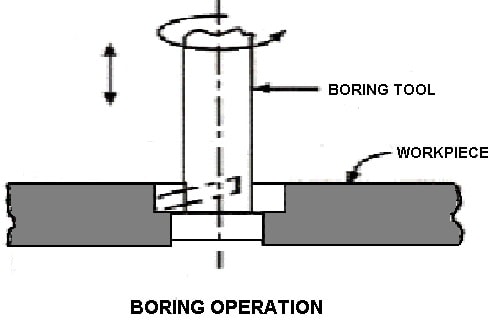
Boring is performed in a drilling machine for reasons stated below:
- To enlarge a hole by means of an adjustable cutting tool with only one cutting edge. This is necessary where the suitable sized drill is not available or where the hole diameter is so large that it cannot be ordinarily drilled.
- Used to finish a hole accurately and to bring it to the required size.
- To machine the internal surface of a hole already produced in casting.
- Used to correct out of roundness of the hole.
- To correct the location of the hole as the boring tool follows an independent path with respect to the hole.
The cutter is held in a boring bar which has a tapered shank to fit into the spindle socket. For perfect finishing a hole, the job is drilled slightly undersize. In precision machines, the accuracy is as high as +0.00125mm. It is a slow process than reaming and requires several passes of the toll.
4. Counterboring
Counterboring is the operation of enlarging the end of a hole cylindrically. The enlarged hole forms a square shoulder with the original hole. This is necessary in some cases to accommodate the heads of bolts, studs and pins.
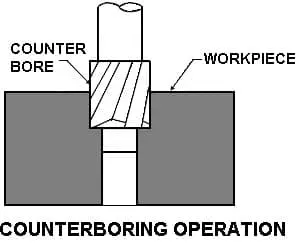
A tool used for counterboring is called a counterbore. The counterbores are made with a straight or tapered shank to fit in the drill spindle. The cutting edges may have straight or spiral teeth.
The tool is guided by a pilot which extends beyond the end of the cutting edges. The pilot fits into the small-diameter hole running clearance and maintains the alignment of the tool.
These pilots may be interchanged for enlarging different sizes of holes. Counterboring can give an accuracy of about +0.005mm. The cutting speed for counterboring is 25% less than that of drilling operations.
5. Countersinking
Countersinking is the operation of making a cone-shaped enlargement of the end of a hole to provide a recess for a flat head screw or countersunk rivet fitted into the hole.
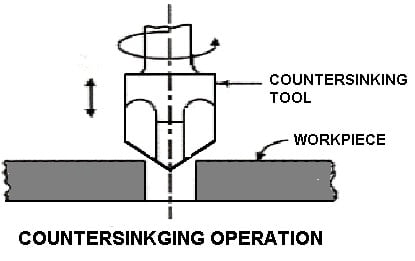
The tool used for countersinking is called a countersink. Standard countersinks have 60, 82 or 90 inclined angle and the cutting edges of the tool are formed at the conical surface. The cutting speed in countersinking is 25% less than that of drilling.
6. Spot facing
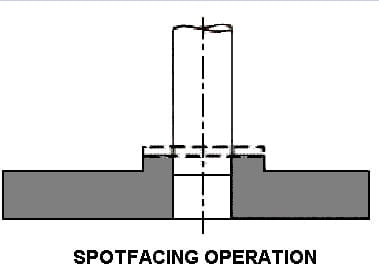
Spot facing is the operation of smoothing and squaring the surface around a hole for the seat for a nut or the head of a screw. A counterbore or a special spot facing tool may be employed for this purpose.
7. Tapping
It is the operation of cutting internal threads by means of a cutting tool called a tap. Tapping in a drilling machine may be performed by hand or by machine.
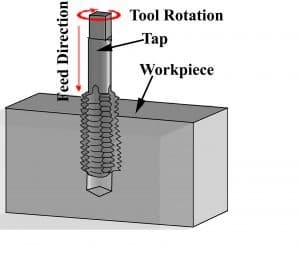
A tap may be considered as a bolt with accurate threads cut on it. The threads act as cutting edges which are hardened and ground. When the tap is screwed into the hole it removes metal and cuts internal threads which will fit into external threads of the same size.
8. Lapping
Lapping is the operation of sizing and finishing a small diameter hole already hardened by removing a very small amount of material by using a lap. There are many kinds of lapping tools.
The copper head laps are commonly used. The lap fits in the hole and is moved up and down while it revolves.
9. Grinding
Grinding operation may be performed in a drilling machine to finish a hardened hole. The grinding wheel is made to revolve with the spindle and is fed up and down.
A suitable grinding wheel may be selected for surface grinding operation. Grinding can also be done correctly out of roundness of the hole. The accuracy in grinding operation is quite high about +0.0025mm.
10. Trepanning
Trepanning is the operation of producing a hole by removing metal along the circumference of a hollow cutting tool.
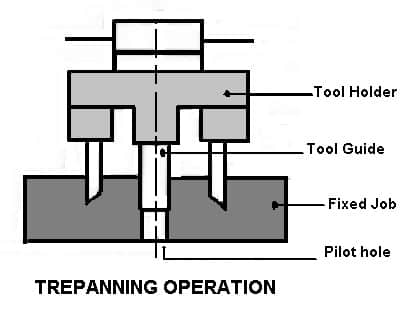
This operation is performed for producing large holes. Fewer chips are removed and much of the material is saved while the hole is produced.
The tool may be operated at higher speeds as the vibration in diameter of the tool is limited by the narrow cutting edge. The tool resembles a hollow tube having cutting edges at one end and a solid shank at the other to fit into the drill spindle. This is one of the efficient methods of producing a hole.
Conclusion:
That’s it we have explained everything about the drilling machine types, parts, operations. But if you still have any doubts or questions about this topic you can ask in the comments. I know you like this article please share it with your friends. You can join our Facebook community by clicking here.
Now you can download the PDF file of this article:
Subscribe to our newsletter to get notification of our new updates:
All machine images that are used in this post are from indiamart.com
Read Next:
good and interesting site
Thanks for your feedback.
Very nice
Thanks for reading.
Really useful
Thank you 🙂
This simple and straight forward thanks!
That’s great 🙂 You’re welcome
Well explained but missing out some more but if the topic but any way thanks
You’re welcome, and thanks for your comment I’ll definitely update this article and add more information about drilling machine.
I will be glad to join this drilling machine process
Best article
Thanks
This is Great For what I open your article I got it. Thanks
You’re welcome 🙂
A real piece of gem out there. I really like the detailing. You have explained it pretty well. I think I don’t need to go anywhere else to get the information.
Thank you 🙂
am happy to this due to clear explanation
I love to be a member in this group because am so interested