In this post, you’ll learn what is vernier height gauge. It’s Least count, diagrams, nomenclature, parts, errors, and uses of the vernier height gauge.
What is a Vernier Height Gauge?
The vernier height gauge has a vernier caliper, equipped with a special base block, measuring jaw, and other attachments which make the instrument suitable for height measurements.
In addition to sliding jaw assembly, provision is provided to carry a removable clamp. The upper and lower surfaces of the measuring jaws are parallel to the base so that they can be used for measurements over or under a surface.
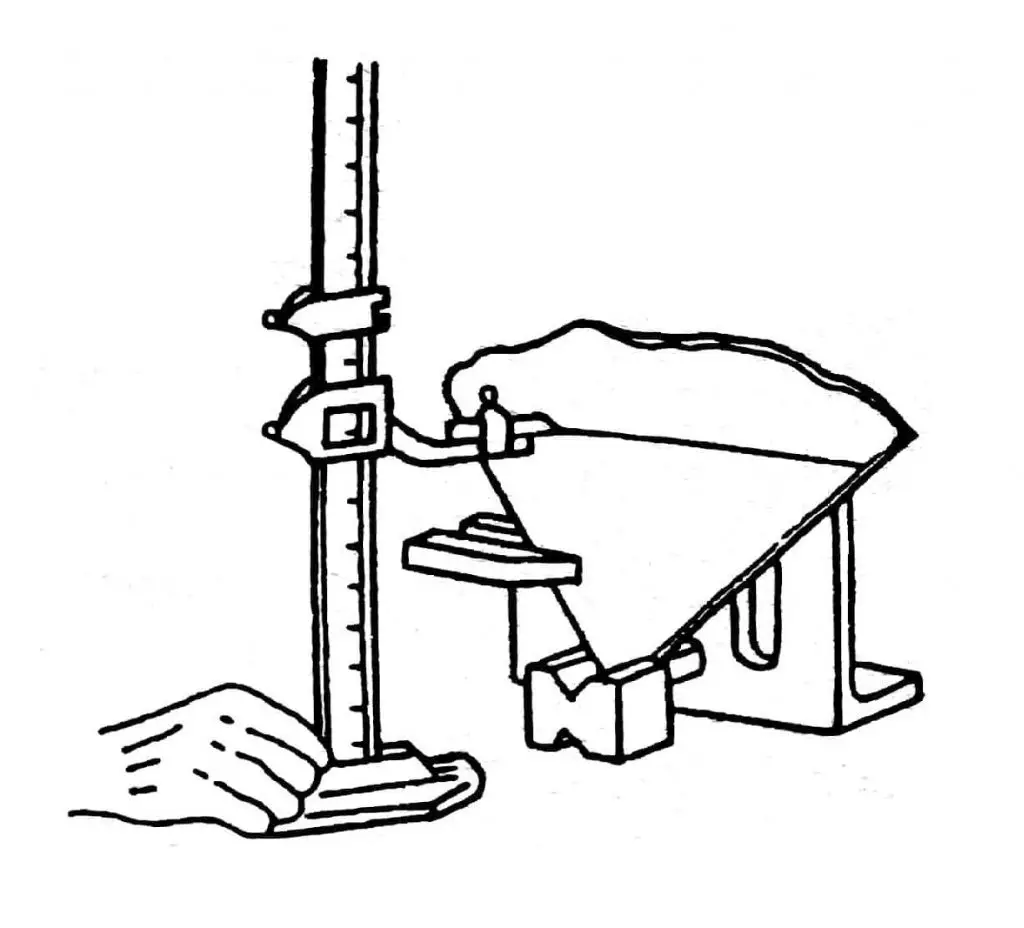
It is mainly used in the inspection of parts and layout work, with a scribing attachment in place of the measuring jaw, this can be used to scribe lines at a certain distance above the surface.
Dial indication can also be attached to the clamp for making useful measurements. For all the above measurements, the use of a surface plate is very much essential.
Read also:
Specification and Nomenclature
In specifying the vernier height gauge three main factors are important and they are:
- Clear specification of the range of measurement.
- Types of scales desired.
- Any specific requirements regarding the type of vernier desired.
In general, all the parts of height gauges are made of good quality steel or stainless steel. During fabrication.
- The blanks for all height gauges are suitably heat-treated so as to remove any stresses resulting from possible cold working.
- The underside of the base, faces of the measuring jaw, and scriber are hardened to about 700 HV or 58 RHC for good quality steel and up to 650 HV or 56 RHC for stainless steel.
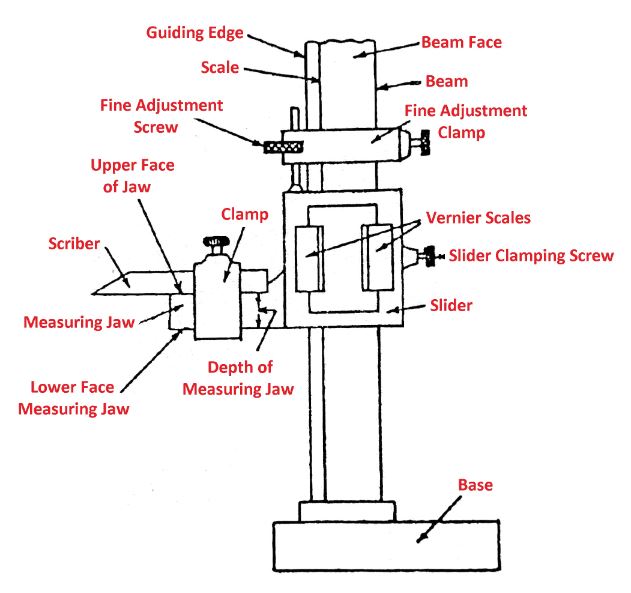
The various parts and nomenclature of the height gauge are shown in the figure given below:
Least Count of a Height Gauge
The least count is the difference between the smallest reading of the main scale and the smallest reading of the vernier scale.
A common and simple mechanical vernier height gauge has a least count of 2 0.02 mm.
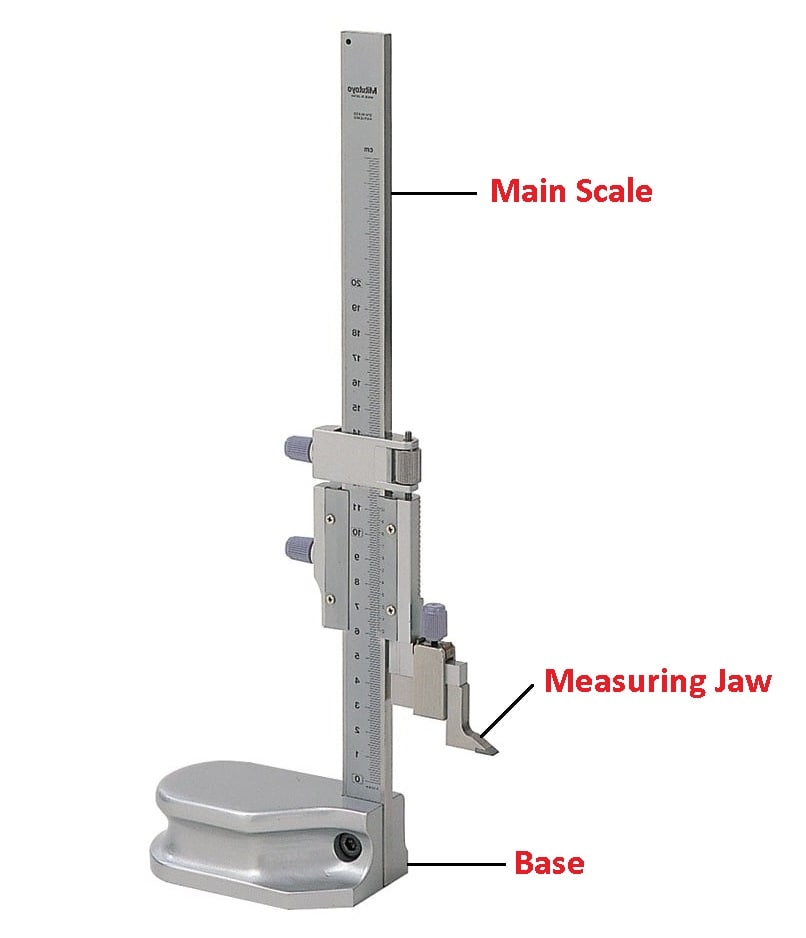
Parts of Vernier Height Gauge
The following are the main parts of vernier height gauge:
- Base
- Beam
- Measuring jaw and Scriber
- Graduations
- Slider
#1 Base
The base is made to high proportions to ensure the rigidity and stability of the gauge. The underside of the base is relieved leaving a surface around the outside edge of at least 7mm width and an air gap is provided across the surface to connect the received part with the outside.
It is lapped to an accuracy of 0.005mm as measured over the total span of the surface considered.
#2 Beam
To ensure rigidity during use, the cross-section is chosen. The rigidity should be such that an upward force of 1kg is applied at the tip of the scriber when the measuring jaw is in its highest position such that there is no change in the parallelism of the jaw with a base of more than 0.005mm / 10mm of projection of the working surface of the scriber.
The guiding edge should be perfectly flat within the tolerances of 0.02, 0.04, 0.06, and 0.08mm for measuring a range of 250, 500, 750, and 1000mm respectively.
The faces should also be flat within the tolerances of 0.04, 0.06, 0.10, and 0.12mm for vernier heights of 250, 500, 700, and 1000mm respectively. These faces should be square to base within 0.04mm / 100mm.
#3 Measuring Jaw and Scriber
The projection of the measuring jaw from the edge of the beam should be at least equal to the projection of the base from the beam.
For any position of the slider, the upper and lower gauging surfaces of the measuring jaw should be flat and parallel to the base within 0.008 mm.
The projection of a scriber beyond the jaw should be at least 25mm. Height gauges may have an offset scriber and the scale on the beam so positioned that when the scriber is coplanar with the base, the vernier is at zero position.
#4 Graduations
All graduations on the scale and the vernier should be engraved and the thickness of graduation both on the scale and vernier should be identical and should be between 0.05mm and 0.1mm.
The perpendicular distance between the graduations on scale and graduations on vernier should have a dull finish and the graduation lines blackened in. Even a magnifying lens is provided to facilitate taking readings.
#5 Slider
It should have a good sliding fit along the full working length of the bema. A proper fitting is included to give a precise adjustment of the slider and a suitable clamp is fitted so that the slider can be effectively clamped to the beam after the final adjustment has been made.
Precautions in Using Height Gauge
The following are the most important precautions to be taken without fail:
- Whenever the vernier height gauge is not used, it should be kept in their cases.
- In long height gauges, to avoid its heating by warmth from the hands, care should be taken.
- The springing of the measuring jaw should be always avoided.
Vernier Height Gauge Tests for Accuracy
For testing the accuracy of the vernier height gauge, the following conditions must be adopted:
- The standard reference temperature of 20°C shall be maintained in the room, wherever the test is being conducted.
- By resting the height gauge on a precision surface plate various tests are being carried out.
- At a distance of 25 mm from the end of the jaw, the test measurements are made.
- Standard gauges are used for testing purposes.
- The errors in any portion within the measuring range of height gauge should not exceed ±0.02mm for 250mm height gauge, I0.04 mm for above 250mm and up to 750mm, I0.05mm for large more than 750mm.
The major tests on the vernier height gauge are straightness, squareness, the parallelism of the working faces of the beam, measuring jaw and scriber and the accuracy of the scale readings are done by following methods.
- The hardness of working faces
- Flatness of base
- Rigidity of beam
- Flatness and squareness of the beam
- The flatness of the working surface
- The parallelism of the measuring jaw and scriber with the base
- Thickness of graduation
- Accuracy
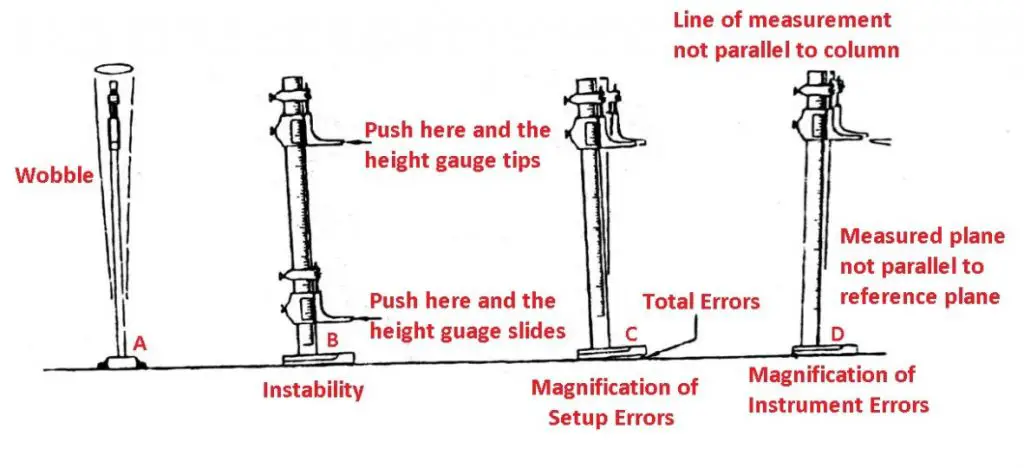
Errors of Vernier Height Gauge
The following sketch shows the common errors of the vernier height gauge.
- Wobbling
- Instability
- Magnification of setup errors
- Magnification of instrument errors.
Advantages and Disadvantages
- The main advantage of using an vernier height gauge is that one set of jaws can be used to determine internal measurements, while another set can be used to measure external measurements. It is the simplest and quickest to use and is also quite inexpensive.
Disadvantage
- It can be used to measure only small objects. The Vernier height gauge readings are highly dependent on the ability of the operators, and their accuracy is limited by the Vernier scale.
Uses of Vernier Height Gauge
The following are the uses of the vernier height gauge:
- Vernier height gauges are used to determine or measure vertical distances in metrology or metalworking.
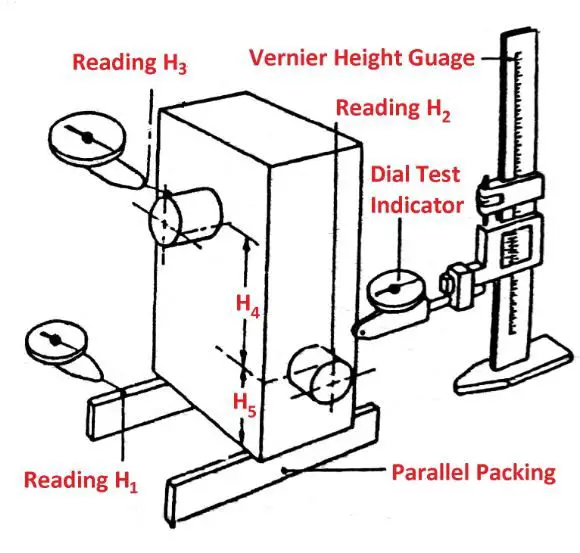
- The vernier height gauges are typically measured on a granite surface plate or to measure the characteristics apart from a datum plane.
- Typically a scriber, test indicator, touch probe, or CMM-style probe is used to detect the measured feature.
- Height gauges are used to measure angles and flatness.
- It is also used to measure straightness, squareness, or perpendicularity of objects.
Conclusion
So now, we hope that we have clear all your doubts about Vernier Height Gauge. If you have still any doubts about “Vernier Height Gauge” you can contact us or ask in the comments.
That’s it thanks for reading. If you like our article then please share it with your friends.
Subscribe to our newsletter to get notification of our new posts.
You may be interested in reading these articles: