In this post, you’ll learn what is resistance welding and how it works. Different types of resistance welding explain with diagrams and advantages, applications and more.
Resistance Welding and Types
It is a liquid-state welding process, in which a metal-to-metal joint is made in a liquid or molten state. Resistance welding is also known as the thermo-electric process in which heat is produced at the interface surfaces of welding plates due to electrical resistance and controlled low pressure is applied to these plates to form the weld joint.

It uses electrical resistance to generate heat therefore it is called as resistance welding. Resistance welding is a very efficient pollution-free welding process but its uses are limited due to its high material cost and limited material thickness.
You might like: Different Types of Welding Rods and Their Uses
Working Principle of Resistance Welding
It is a welding process in which heat is produced by the resistance offered by the workpieces for the flow of electric current through them. In this process, the parts to be welded are held together and a high current is passed. Due to the resistance to the flow of current heat is produced which is sufficient enough to fuse the metal.
At the same time pressure is applied to the weld region so that the fused workpieces join together. The heat produced is given by H = I2 Rt, where
- H = Heat developed in joules
- I = Current passing through the work in amps
- R = Electrical resistance of the work in ohms
- t = be the Time of current flow in seconds
Resistance welding is widely used and comprises spot, projection, seam, butt, and flash welding operations.
Related: 15 Different Types of Welding Machines Explained
Types of Resistance Welding
Following are the 5 different types of resistance welding:
- Spot resistance welding
- Projection resistance welding
- Seam resistance welding
- Flash resistance welding
- Butt resistance welding
- Upset resistance welding
Read also: How Arc Welding is Done? Types, Equipment, Applications, and More
#1 Spot Welding
In this process, the parts to be joined are held firmly between two heavy electrodes, which are connected in the secondary circuit of the step-down transformers. The maximum resistance exists at the contact surface of the two parts being joined and high heat is developed.
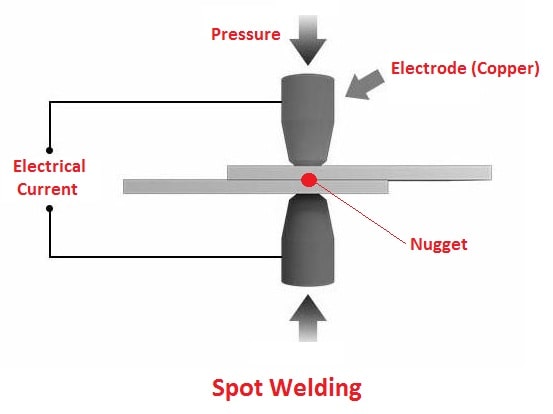
The heat developed fuses the workpiece at the electrode spot. At the same time pressure is applied to the workpiece through the electrodes and welding takes place. The current supply and amount of time must be sufficient for the proper melting of interface surfaces.
The current stopped flowing but the pressure applied by the electrode remained for a fraction of a second, while the weld cooled rapidly. Subsequently, the electrode is removed and brought to contact with another location. This will form a circular nugget. The size of the nugget depends on the size of the electrode. It is usually about 4–7 mm in diameter.
#2 Projection Welding
Projection welding is similar to spot welding but uses a flat electrode. In this current flow and resultant heating are localized to the projection, hence thick parts can be joined that cannot be joined by spot welding.
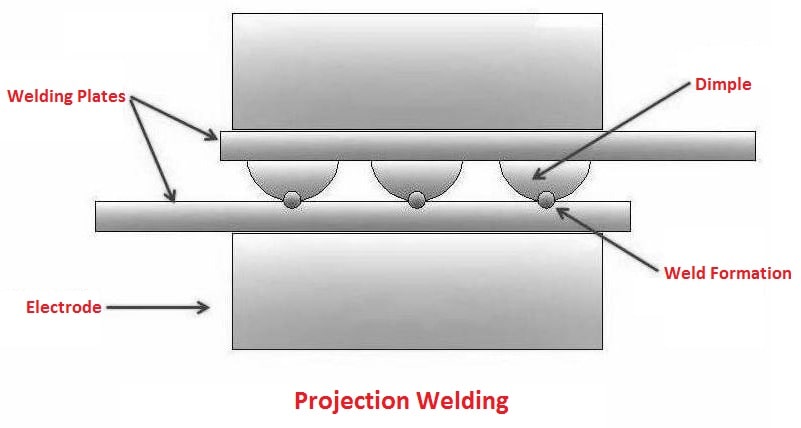
The workpiece is held between the electrode and a large number of current passes through it. A small amount of pressure is employed through the electrodes on the welding plates. The current passes through the dimple which melts it and causes the pressure dimple to level and form a weld.
Read also: How Does UnderWater Welding Work?
#3 Seam Welding
Similar to spot welding but in this a continuous weld is produced by passing the work between rotating wheel-shaped electrodes, which exert the welding pressure and also conduct the welding current. It may be continuous or intermittent.
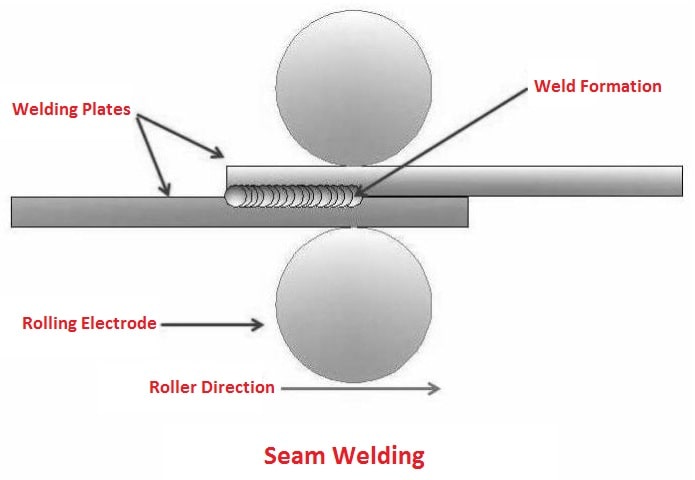
First, the rollers are exposed to the workpiece. A high amount of ampere current is passed through these rollers. These interface surfaces will melt and form a weld joint. Now the rollers start rolling on the work plates. This will form a continuous weld joint.
The movement time of the weld and electrode is controlled to assure that the weld overlaps and the workpiece is not too hot. It is used to make airtight joints.
#3 Flash Welding
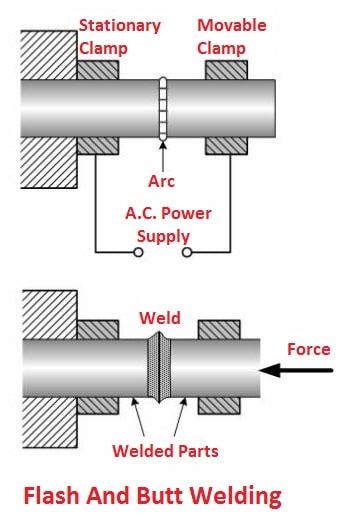
It is a type of resistance welding process, which can be used for joining together the ends of sheets, wires, rods, or tubes. Here electric arc is produced in the gap between the workpieces until the welding temperature is attained. Then pressure is applied to produce a continuous weld.
Flash welding is a type of resistance welding that creates resistance by flashing. This is produced by applying a high current density to very small contact points between the workpieces.
In order to complete the flashing process, force is applied to the workpiece at a predetermined point, and they are moved together at a controlled speed. This force quickly upsets the weld, releasing oxides and impurities.
You might like: What Are The Different Types of Welding Positions?
#5 Butt Welding
The butt welding differs from flash welding, in that no arcing takes place between the surfaces being joined. The heat is produced solely by the electric resistance at the butting surface to the flow of current.
#6 Upset Resistance Welding
In Upset Welding, heat is generated by resistance to the flow of welding current, as well as the force applied over a defined period of time to push the workpieces together.
Although Upset Welding is similar to Flash Welding, there is no flashing because the workpieces are already firmly in contact. Before the current begins, pressure is applied, and it is kept until the procedure is finished.
You might like: What Are The Essential Types of Welding Tools and Equipments?
Advantages of Resistance Welding
The following are the advantages of resistance welding:
- No filler metal is required.
- Similar and dissimilar metals can be welded.
- It can weld both thin (0.1 mm) and thick (20 mm) metals.
- High-skilled labor is not needed because of the simple and fully automated process.
- It has a high production rate.
- It is an environmentally friendly process.
- This process has a high welding speed.
Disadvantages of Resistance Welding
The following are the disadvantages of resistance welding:
- The equipment cost of resistance welding is high.
- The thickness of the workpiece is limited due to the current demand.
- It is less suitable for high-conductive materials.
- It has a high electric power required.
- The weld joints have low tensile and fatigue strength.
Application of Resistance Welding
The following are the applications of resistance welding:
- It is broadly used in the automotive industries.
- Projection welding is generally used in the production of nuts and bolts.
- Seam welding is used to perform leak prove joints required in small tanks and boilers etc.
- Flash welding is adopted for welding pipes and tubes.
Download the Pdf of this article

Conclusion
That’s it thanks for reading. If you like our article on “Types of Resistance Welding” please share it with your friends. If you have any questions about this article you can ask in the comments.
Please share this article with your friends if you find it interesting.
Want free PDFs direct to your inbox? Then subscribe to our newsletter.
You might like to read these articles in our blog:
- Different Types of Brazing Processes
- What is Gas Welding? Its Advantages & Disadvantages
- Different Types of Soldering Processes and Their Uses
FAQs
When force is applied, friction heat is produced. This heat is used for resistance welding. Likewise, when an electric current moves forward through two metals, heat is generated due to both their resistance and friction.
Most common metals can be easily spot welded. The main exceptions are lead, zinc, lead, and copper. Under particular conditions, even these could be welded.
Resistance welding is a method of joining two plain metal work pieces together by passing an electrical current through them. By combining the electrical resistance of the metals, the contact resistance between them, and the current, the necessary welding heat is generated.
Manufacturers should be aware of a number of defects that can result from improper resistance welding, including Spattering, Indented Surfaces, Cracks in the Weld Area, Asymmetrical Spot Weld Marks, and the Expulsion of Metal Near the Weld Site.