In this article, you will learn about the different types of operations performed on the lathe machine.
Types of Lathe Machine Operations
- Turning
- Facing
- Chamfering
- Knurling
- Thread cutting
- Filing
- Polishing
- Grooving
- Spinning
- Spring Winding
- Forming
- Drilling
- Reaming
- Boring
- Counterboring
- Taper boring
- Tapping
- Undercutting
- Internal thread cutting
- Parting-off
- Grinding
- Milling
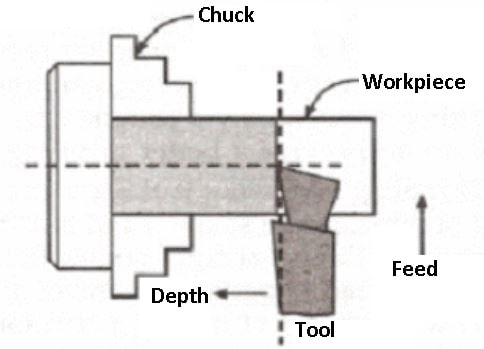
Turning Operation
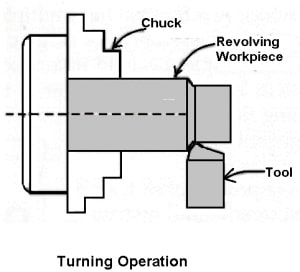
Turning is the operation of removing the excess material from the workpiece to produce a cylindrical surface to the desired length.
The job is held between the center or a chuck and rotating at a required speed. The tool moves in a longitudinal direction to give the feed toward the headstock with the proper depth of cut.
Different turning operations include:
#1 Straight Turning
The workpiece is held on the chuck and it is made to rotate about the axis, and the tool is fed parallel to the lathe axis. The straight turning produces a cylindrical surface by removing excess metal from the workpiece.
#2 Rough Turning
It is the process of removing excess material from the workpiece in minimum time by applying high-rate feed and heavy depth of cut. in rough turning the average depth of cut 2mm to 4mm can be given and feed is from 0.3 to 1.5mm per revolution of the work.
#3 Shoulder Turning
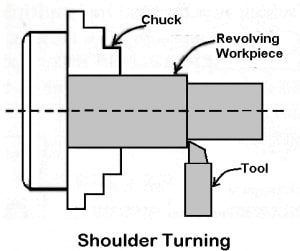
When a workpiece has different diameters and is to be turned, the surface forming steps from one diameter to the other is called the shoulder, and machining this part of the workpiece is called shoulder turning.
#4 Eccentric Turning
When a cylindrical surface has two separate axis of rotation, with the first axis, is offset to the other axis then such a workpiece is machined by the operation called eccentric turning. Here three sets of centre holes are drilled.
By holding the workpiece at these three centers the machining operation for each of the surfaces can be completed.
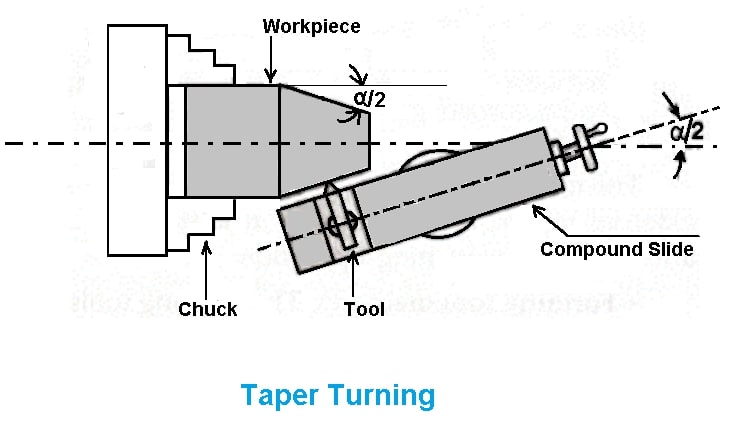
#5 Taper Turning
- A ”taper” is the uniform increase or decrease in the diameter of the workpiece and measured along with its length.
- Taper turning means to produce a conical shape by a gradual reduction in diameter from a cylindrical workpiece.
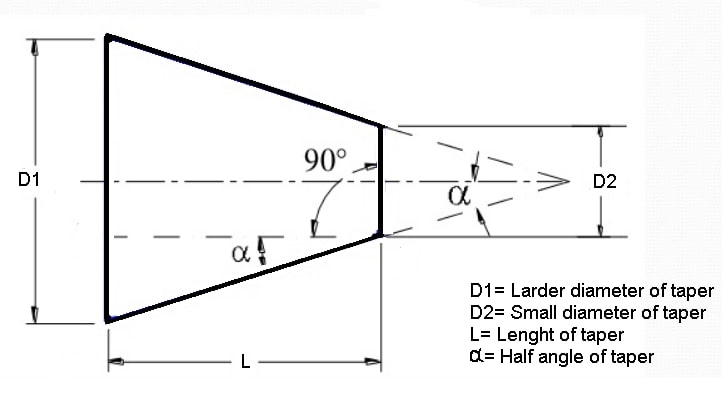
The amount of taper in the workpiece is usually specified based on the difference in diameter of the taper to its length. Is known as a cone and is indicated by the letter K.
It has the formula K = D-d / 1 to produce the taper on the workpiece.
- D = Larger diameter of taper.
- d = Small diameter of taper.
In the case of a lathe, the taper on a given workpiece is obtained by tuning the job and feeding the tool at an angle to produce a gradual increase or decrease in the diameter of the workpiece.
- The two important types of tapers are,
- ”More taper” here, the angle is very small and varies from 1.4 to 1.5°.
- ”Metric taper” is available in seven standard sizes with standard taper angles.
- Methods of taper turning,
- Form tool method
- Combined feeds method
- Compound rest method or swiveling compound rest method
- Tailstock set over method
- Taper turning attachment method
a) Form Tool Method
Here the taper length obtained is equal to the width of the form tool. To obtain the required size of the taper the form tool is fed slowly straight into the workpiece by operating the cross slide perpendicular to the lathe axis.
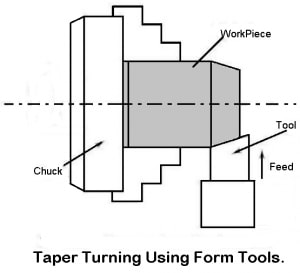
This is the simplest method of taper turning. It is limited to obtain small taper length such as chamfering the side of the workpiece. The method is done at a faster rate.
b) Combined Feeds Method
The combined feed is made with the movement of a tool in longitudinal and lateral directions simultaneously while moving the workpiece.

The taper, which we are going to obtain, is equal to the resultant to the magnitude of the longitudinal and lateral feeds. Changing the feed rates in both directions can change the direction and the taper angle.
c) Compound Rest Swivel Method
Here the workpiece rotates and the cutting tool is fed at an angle by a swivelled compound rest. The base of the compound rest is graduated in degrees.
The taper angle is the angle at which the compound rests to be rotated and is calculated by using the formula tanα = D-d / 21, where, D= bigger diameter, d = smaller diameter, l = length of the workpiece.
Compound rest can be swiveled to the required angle α. Once the compound rest is set to a
d) Taper Turning Attachment Method
This method is similar to the compound rest method. Here the job or workpiece rotates and the tool is fed at the taper angle α.
In this, arrangement, which has a guide block graduated in degrees, with the help of this the block can be required to taper angle to the lathe axis. The taper angle is calculated similarly to the
e) Tailstock Set Over Method
Here the workpiece on the job is tilted at the required taper angle. The tool is fed parallel to the axis.
The tilting of the workpiece or the job to the required taper angle is achieved by the movement of the tailstock with the help of the tailstock set over the screw. This method is useful for small tapers.
Read Also: Cutting Speed, Feed, Depth of Cut, and Machining Time Explained
Facing
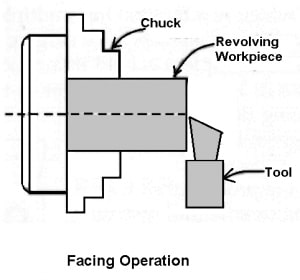
Facing is the operation of reducing the length of the workpiece by feeding the perpendicular to the lathe axis. This operation reduces a flat surface on the end of the workpiece. For this, a regular turning tool or facing tool may used.
The cutting edge of the tool should be set to the same height as the center of the workpiece.
- Facing consist of 2 operations
- Roughing: Here the depth of cut is 1.3mm
- Finishing: Here the depth of cut is 0.2-0.1mm.
Chamfering
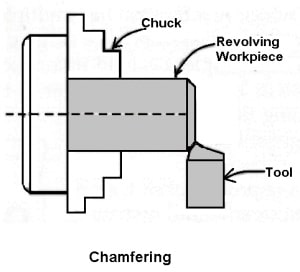
It is the operation of getting a beveled surface at the edge of a cylindrical workpiece. This operation is done in the case of bolt ends and shaft ends.
Chamfering helps to avoid damage to the sharp edges and protects the operation from getting hurt during other operations. Chamfering on the bolt helps to screw the nut easily.
Knurling
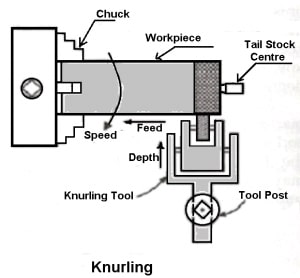
It is an operation to obtain a diamond shape on the workpiece for the gripping purpose. This is done to provide a better gripping surface when operated by hands. It is done using a knurling tool. The tool consists of a set of hardened steel rollers and is held rigidly on the toolpost.
Knurling is done at the lowest speed available on a lathe. It is done on the handles and also in the case of ends of gauges. The feed varies from 1 to 2 mm per revolution. Two or three cuts may be necessary to give the full impression.
Thread Cutting
It is an important operation in the lathe to obtain the continuous ”helical grooves” or ” threads‘‘. When the threads or helical grooves are formed on the outer surface of the workpiece is called external thread cutting.
When the threads or helical grooves are formed on the inner surface of the workpiece is called internal thread cutting. The workpiece is rotating between the two centers i.e., the live center and the dead center of the lathe.
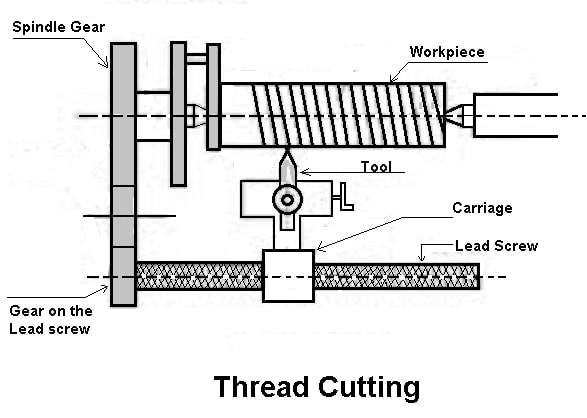
Here the tool is moved longitudinally to obtain the required type of thread. When the tool is moved from the right to the left we get the left-hand thread. Similarly, when the tool is moved from the left to the right we get the right-hand thread.
Here the motion of the carriage is provided by the lead screw. A pair of change gears drives the lead screw and by rotating the handle the depth of cut can be controlled.
Filling
It is the finishing operation performed after turning. This is done on a lathe to remove burrs, sharp corners, and feed marks on a workpiece and also to bring it to its size by removing a very small amount of metal.
The operation consists of passing a flat single-cut file over the workpiece which revolves at a high speed. The speed is usually twice that of turning.
Polishing
This operation is performed after failing to improve the surface quality of the workpiece. Polishing with successively finer grades of emery cloth after filing results in a very smooth, bright surface. The lathe is run at high speeds from 1500 to 1800m/min, and oil is used on the emery cloth.
Parting
Parting is a machining process in which a part is cut off at the end of the machining operation. In this method, a tool with a unique shape is used to make progressive cuts on the workpiece while it rotates perpendicular to the rotating axis.
Once the cutting tool edge reaches the center of the workpiece, it drops off. A part catcher is frequently used to collect the removed portion.
Grooving
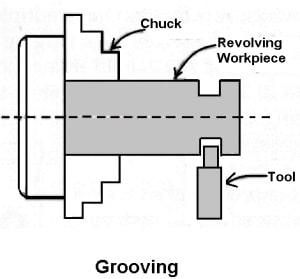
It is the process of reducing the diameter of a workpiece over a very narrow surface. It is done by a groove tool. A grooving tool is similar to the parting-off tool. It is often done at the end of a thread or adjacent to a shoulder to leave a small margin.
Forming
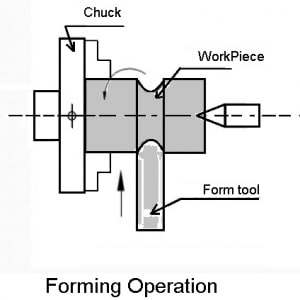
It is the process of turning a convex, concave, or irregular shape. Form-turning may be accomplished by the following method:
- Using a forming tool.
- Combining cross and longitudinal feed.
- Tracing or copying a template.
Forming tools are not supposed to remove much of the material and are used mainly for finishing formed surfaces. Generally, two types of forming tools are used straight and circular. The straight type is used for wider surfaces and the circular type for narrow surfaces.
Drilling in the lathe machine operations
Drilling is an operation of producing a cylindrical hole in a workpiece. It is done by a rotating tool, the rotating side of the cutter, known as a drill. In this operation, The workpiece is revolving in a chuck or a faceplate, and the drill is held in the tailstock drill holder or drill chuck.
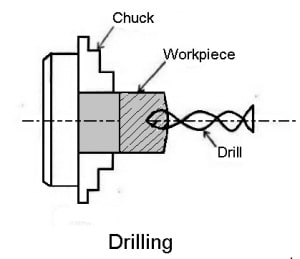
The feeding is affected by the movement of the tailstock spindle. This method is adopted for the drilling of regular-shaped workpieces.
Reaming
Reaming is the operation of finishing and sizing a hole that has been already drilled or bored. The tool used is called the reamer, which has multi-plate cutting edges.
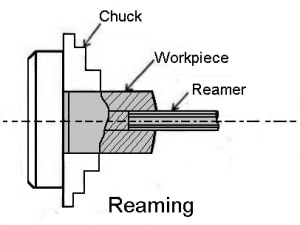
The reamer is held on the tailstock spindle, either directly or through a drill chuck, and is held stationary while the work is revolved at a very slow speed.
Boring
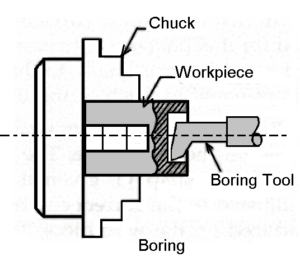
Boring is the operation of enlarging the hole that is already drilled, punched, or forged. It cannot produce a hole.
Boring is similar to the external turning operation and can be performed in a lathe. In this operation, the workpiece is revolved in a chuck or a faceplate, and the tools that are fitted to the tool post are fed into the work.
It consists of a boring bar having a single-point cutting tool that enlarges the hole. It also corrects out of the roundness of a hole. This method is adopted for boring small-sized works only. The speed of this process is slow.
Counterboring
Counterboring is the operation of enlarging the end of the hole through a certain distance. It is similar to shoulder work in external turning.
The operation is similar to boring and plain boring tools or a counterbore may be used. The tool is called a counterbore. The speed is slightly less than drilling.
Taper Boring
The principle of turning a tapered hole is similar to the external taper turning operation and is completed by rotating the work on a chuck or a faceplate. The feeding tool is at an angle to the axis of rotation of the workpiece.
A boring tool is mounted on the tool post and by swiveling the compound slide to the desired angle, a short taper hole is machined by hand feeding.
Tapping
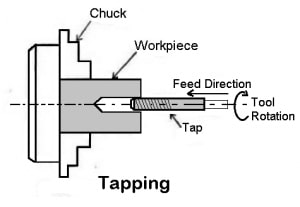
Tapping is the operation of cutting internal threads of small diameter using a multipoint cutting tool called the tap. In a lathe, the work is mounted on a chuck or a faceplate and revolved at a very slow speed. A tap of the required size held on a special fixture is mounted on the tailstock spindle.
Undercutting
Undercutting is similar to a grooving operation when performed inside a hole. It is the process of boring a groove or a large hole at a fixed distance from the end of a hole.
This is similar to the boring operation, except that a square nose
Milling in the lathe machine operations
Milling is the operation of removing metal by feeding the work against a rotating cutter having multiple cutting edges.
For cutting keyways or grooves, the work is supported on the cross-slide by a special attachment and fed against a rotating milling cutter held by a chuck. The depth of cut is given by vertical adjustment of the work provided by the attachment.
The depth of cut is given by verticle adjustment of the work provided by the attachment. The feeding movement is provided by the carriage and the vertical movement of the cutter is arranged in the attachment.
Grinding in the lathe machine operations
Grinding is the operation of removing the metal in the form of minute chips by feeding the work against a rotating abrasive wheel known as the grinding wheel.
Both the internal and external surfaces of a workpiece may be ground by using a special attachment mounted on the cross slide. For the grinding external surface, the work may revolve between centers or on a chuck. For internal grinding, the work must be revolved around a chuck or faceplate.
The feeding is done by the carriage and the depth of cut is provided by the cross slide. Grinding is performed in a lathe for finishing a job, sharpening a cutter, or sizing a workpiece after it has been hardened.
Conclusion:
As we discussed lathe has a wide range of applications in manufacturing industries. Performing any operation on the lathe is much easier than other machines and learning about this machine is equally easier.
That is it, thanks for reading. If you like our article on “lathe machine operations” then please share it with your friends. If you have any questions about this topic ask in the comments.
Subscribe to the newsletter to get the latest updates through email.
Now you can Download the free PDF file from below:
Read Next:
Image credit for lathe machine: http://engineering.myindialist.com/2009/working-principle-of-lathe-machine/
FAQs
A lathe machine is a tool that precisely cuts, shapes, and drills a workpiece by rotating it around its axis.
A lathe machine can finish machining operations fast and efficiently, especially when using automated procedures. A lathe machine can be an affordable way to produce custom parts in small-scale production.
The most frequent lathe operations include turning, facing, grooving, parting, threading, drilling, boring, knurling, and tapping.
The facing operation is used to shorten the length of a material. The turning action reduces the diameter of the material.
Very nice article …I’m looking for a good book on The Lathe machine . Fifteen year old grandson has a lathe. He has made a few things. He had some instructions from a family friend.
I would love to get him a good book for his upcoming birthday.Good directions and pictures would be so helpful. Suggestions would be welcome . Thank you for your time.
.
I’m glad it was helpful for you. You’re welcome.
* What is LATHE MACHINE OPERATIONS
* Types of Lathe Machine Operations
* Conclusion
In this Site provides very great full explanation of the lathe machine and the very help full Information.
Thanks for your valuable feedback. I appreciate it.
Tq for sharing step by step information about Lathe machine article.
You’re welcome.
Splendid work
Thanks for your feedback.
Hey! Thanks for sharing this wonderful article. I like your way of writing “lathe machine operations one by one as follows” keep posting!
I’m glad you liked it, you are most welcome. Keep visiting.
Greatest piece about the lathe …
Thanks to the eng post
You’re welcome 🙂
l like this kind of explanation
Thank you sir
You’re welcome 🙂
Your style of writing the blog is excellent I am very impressed by your writing.
Thank you 🙂
बहुत ही सुंदर ज्ञान वर्धक
Thank you so much 🙂
To many grammatical errors but good content.
Thank you for reading this article 🙂
Best explanation.
Thank you.
You’re welcome 🙂
thank you sir …
You’re welcome
one of the best ever
Thanks
Great article for lathe machine
Thanks for sharing this resource article on lathe machine tools
You’re welcome