In this article, you’ll learn what is a Reamer Tool. Different types of Reamer with images, Its nomenclature, and applications.
What is a Reamer Tool?
A reamer is a tool used for expanding or finishing pre-drilled holes, bored, or cored to give a good finish and an exact dimension.
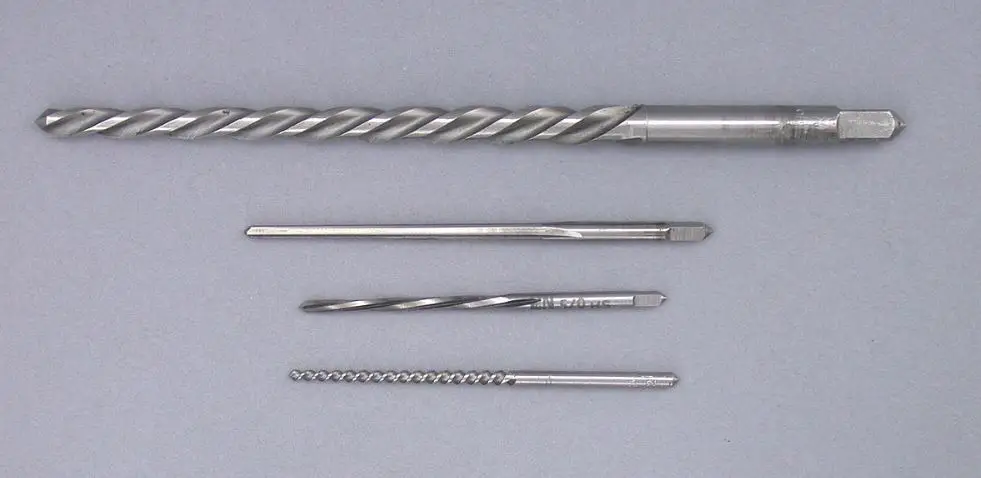
A reamer is a multi-tooth cutter that cuts relatively small amounts of material. There are various classifications of reamers depending upon the operation, purpose, and shape. The commonly used reamer details in I.S. specifications are below.
Read Also: Drilling Machine: Parts, Types, Operations and More
Reamer Nomenclature
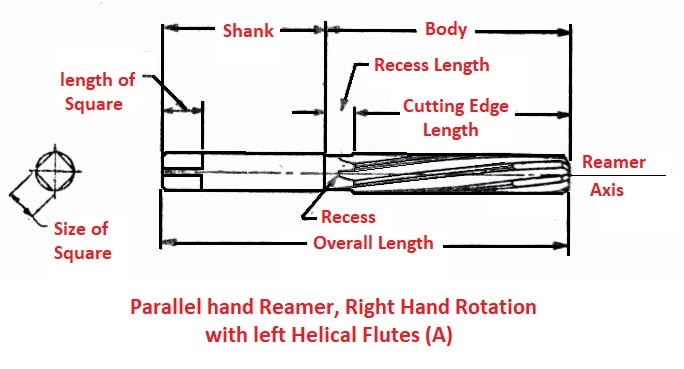
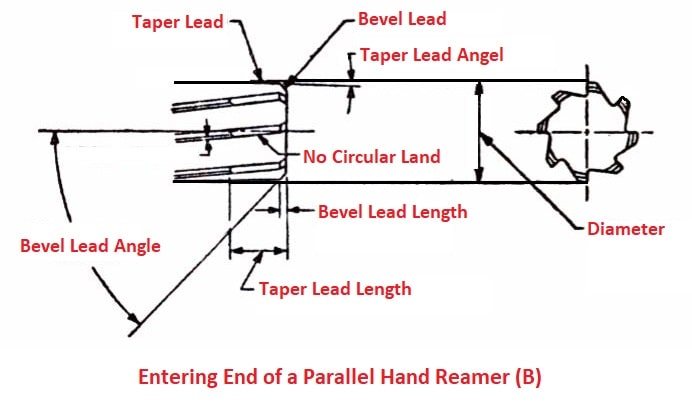
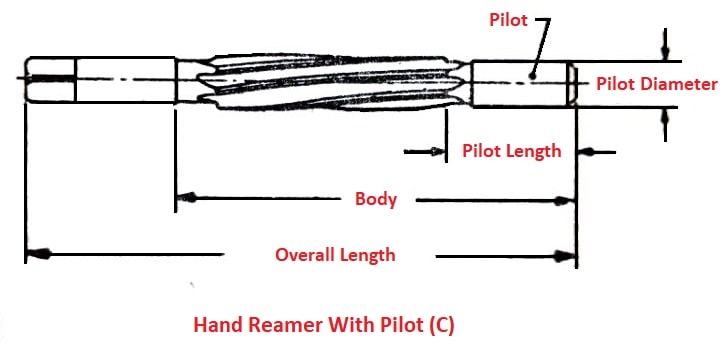
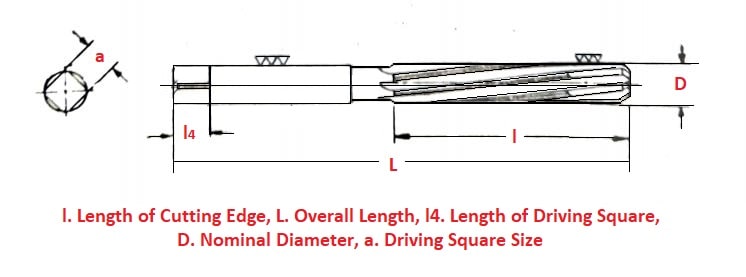
The following are the nomenclatures of a reamer illustrated in figures (A), (B), (C), and (D).
Elements of Reamer
The reamer elements are described below.
1. Axis
The longitudinal center line of the reamer.
2. Back Taper
The reduction in diameter per 100 mm length of reamer from the entering end towards the shank.
3. Bevel Lead
The angular cutting portion at the end of the inlet facilitates the entry of the reamer into the hole. It is not provided with a circular land.
4. Body
That portion of the reamer extends from the entering end of the reamer to the commencement of its shank.
5. Circular Land
The cylindrically ground surface adjacent to the cutting edge, on the leading edge of the land.
6. Clearance
- Primary: That portion of the land is removed to provide clearance immediately behind the cutting edge.
- Secondary: That portion of the land is removed to provide clearance behind the primary clearance or circular land.
7. Cutting Edge
The cutting edge is produced by the intersection of the face and the circular land or the surface left by the provision of primary clearance.
8. Face
The portion of the flute surface adjacent to the cutting edge on which the chip impinges as it is cut from the work.
9. Flutes
The grooves in the body of the reamer produce cutting edges, to permit the chips to be removed, and allow fluid to reach the cutting edges.
10. Heel
The edge is produced by the intersection of the surface left by the provision of secondary clearance and the flute.
11. Land
That portion of the fluted body is left standing between the flutes, the surface, or the surfaces included between the cutting edge and the heel.
12. Pilot
A cylindrically ground portion of the body at the entering end of the reamer to keep the reamer in alignment.
13. Recess
That portion of the body is reduced in diameter below the cutting edges, pilot, or guided diameter.
14. Shank
Shank is the portion of the reamer by which it is held and driven.
15. Diameter
The maximum cutting diameter of the reamer at the inlet end.
Read Also: Different Types of Nails and Their Uses Explained [Pictures]
Types of Reamer
The following are the main types of reamer tools:
- Chucking reamer with parallel or taper shank
- Fluted reamer
- Rose reamer
- Machine bridge reamer
- Machine jig reamer
- Parallel hand reamer with a parallel shank
- Parallel or taper shank socket head reamer
- Shell reamer
- Taper pin hand or machine reamer
- Expansion reamer
1. Chucking Reamer with Taper or Parallel Shank (Fluted)
The chucking reamer is shown in the figure. It is also known as a machine reamer. These types of reamer consist of short parallel cutting edges with bevel lead and long body recess between shank. Cutting edges integral with a parallel or taper shank for holding the reamer. The flutes are all straight but the shank may be straight or taper.
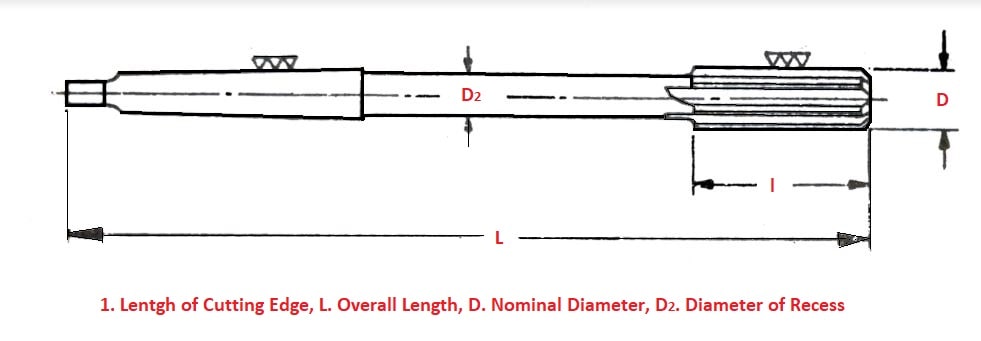
The reamer is intended to be used in a drill press, turret lathe, or screw-cutting machine. It is driven at slow speed and the entire cutting is done along with the flutes. The flutes are speed irregularly around the circumference of the body of the reamer.
This reduces the tendency to chatter. The fluted reamer is used for reaming more accurate work. The diameter of a straight shank chucking reamer varies from 1-5 to 32 mm and for a taper shank from 5 to 32 mm.
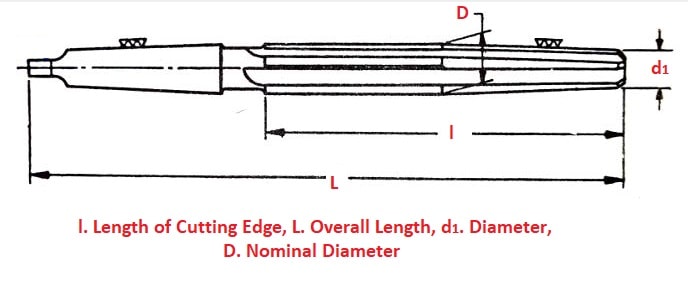
2. Chucking Reamer (Rose)
It differs from the fluted type in that the cutting is all done by the beveled edges at the end. The chamfered cutting edges make an angle of 45°. The fluted body fits into the reamed hole.

The body is slightly tapered, smaller towards the shank to prevent bending in the hole. This type of reamer can remove a greater amount of metal than a fluted type. A chucking rose reamer is shown in the figure.
3. Machine Bridge Reamer
A machine bridge reamer illustrated in figures (A) and (B) is used as a portable electric or pneumatic tool for reaming in ship-building, structural, and plate work.
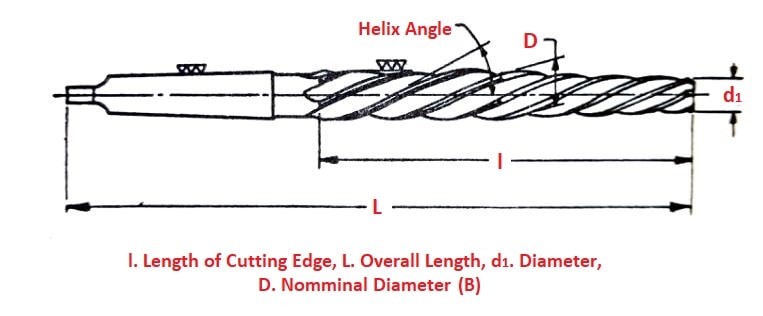
These types of reamer have parallel cutting edges, with a long lead integral with a tapered shank for holding and driving the reamer. The flutes may be straight or helical. The diameter of the reamer varies from 6 4 to 37 mm.
Read Also: 15 Different Types of Milling Machines
4. Machine Jig Reamer
A machine jig reamer consists of short, parallel cutting edges with bevel lead and a guide between the shank and cutting edges integral with a tapered shank for holding and driving.
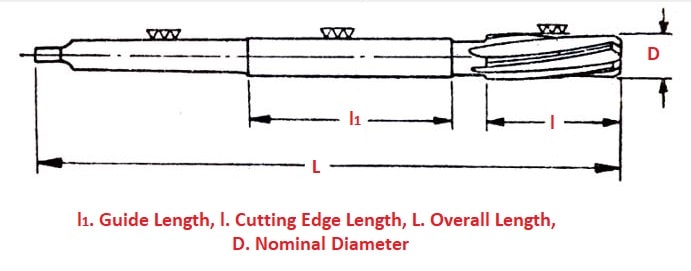
The flutes are helical. The plain part of the body fits into a bushing in the jig and accurately locates the reamer. The diameter of the reamer varies from 7 to 50 mm. The reamer is illustrated in the figure.
5. Parallel Hand Reamer with Parallel Shank
This reamer consists of parallel cutting edges with taper and bevel lead integral with a shank of the nominal diameter of the cutting edges, and with a square on the end.
The flutes may be straight or helical. The hand reamer has a square tang and is intended to be hand-driven for accurately sizing the holes.
The reamers are supposed to remove the minimum amount of metal from 0:05 to 0 125 mm. It is slightly tapered towards the end for a distance equal to its diameter for easy starting. This type of reamer is shown in the figure.
6. Socket Reamer for Morse Taper
This reamer may be straight or taper shank type and maybe hand or machine-driven. The reamers have taper cutting edges to suit Morse taper, integral with a parallel or taper shank. The flutes may be straight or helical.
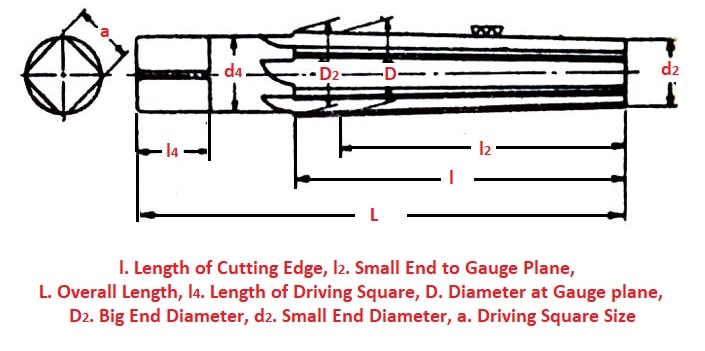
The reamer tools are available in a set of three: roughing, pre-finishing, and finishing. The diameter of the reamers is available for the finishing. Morse taper holes from No. 1 to 6. A socket reamer is shown in the figure.
7. Shell Reamer
A shell reamer as shown in the figure has an axial hole for use on an arbor and has virtually parallel cutting edges with a sharpened bevel lead. These types of reamer tools are employed for finishing large holes to save the tool Numerous sizes of shells can be interchanged with one arbor.
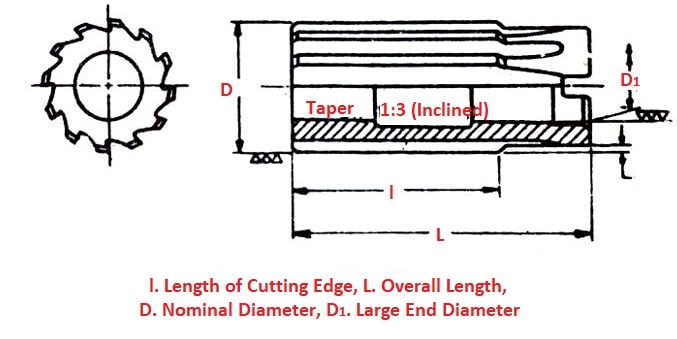
This saves the cost of the solid shank in each case. The shell reamer may be either the rose chucking type for truing the hole or the fluted type for finishing. The flutes may be straight or helical. The diameter of the reamer varies from 24 to 100 mm.
8. Taper Pin Reamer
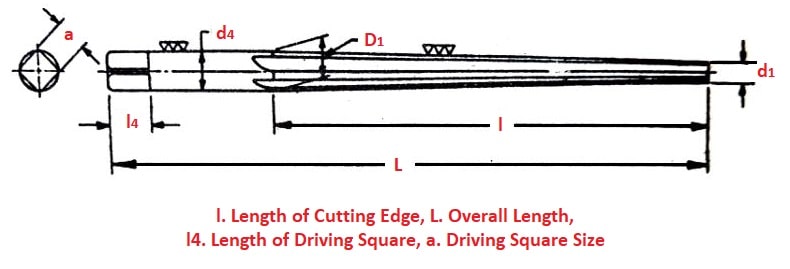
The reamer tool is shown in the figure may be the hand or machine that is driven. This has taper cutting edges for holes to suit pins with a taper of I in 50, having a parallel or taper shank for holding and driving the reamer. The flutes may be straight or helical.
9. Expansion Reamer
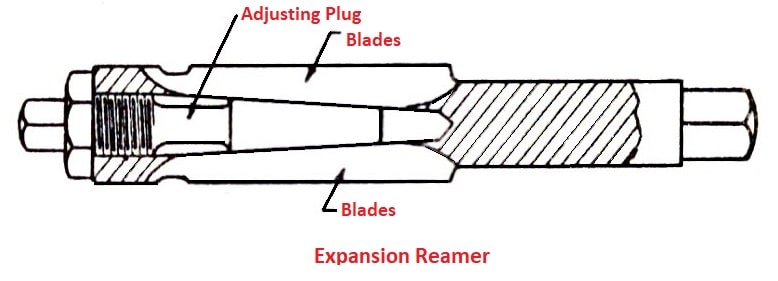
An expansion reamer is so made that it may be adjusted by a very small amount to compensate for wear, or to accommodate some variation in hole size. As shown in the figure to effect expansion, the clamping nut is loosened and plug 1 is pushed inward. This causes the expansion of the blades by a small amount.
Applications of Reamer
The following are the applications of reamer:
- A reamer is a type of rotary cutting tool mostly used in metalworking.
- A reamer is a tool used for expanding or finishing pre-drilled holes, bored, or cored to give a good finish and an exact dimension.
- The reamer tool is intended to be used in a drill press, or turret lathe.
- Reamer is also used in the screw-cutting machine.
Conclusion
So now, we hope that we will clear all your doubts about Reamers types. If you have still any doubts about “Types of Reamer” you can contact us or ask in the comments.
That’s it thanks for reading. If you like our article then please share it with your friends.
Subscribe to our newsletter to get notification of our latest posts.
You may be interested in reading these articles:
Dear Sir
An appreciable topic related to reamer tool , which is very usefull for the teaching members to enhance impactable parameters ragarding nomeclture of teh exact one.
Kindly send the pdf details related to the cutting tools and related details to following mail id to gain knowledge from your expressions.’Thanking you
Thank you for your appreciation. I will send the PDF details to the provided email.