In this article, you’ll learn what is thread tap used in the workshop? How to Use? Explained its parts, types, construction, diagram, and how different types of thread taps work.
And also you can download the PDF file at the end of this article.
What is Thread Tap?
Thread taps are specially designed tools used to cut the inside threads in different parts of machines. These are used by hands with a tap handle or with the help of a wrench and are also used with the help of drilling machines.
A number of small parts are joined to complete a machine. Mostly nuts, bolts, and different kinds of screws are used for this purpose. Taps are made of high carbon steel, high-speed steel, alloy steel, etc. These are hardened and tempered. Their shape is almost like a headless bolt with full threads. The upper portion is square and four flutes are made on the entire part in which threads are there.
Read Also: Types of Punch Tools: How to Use? Explained with Picture
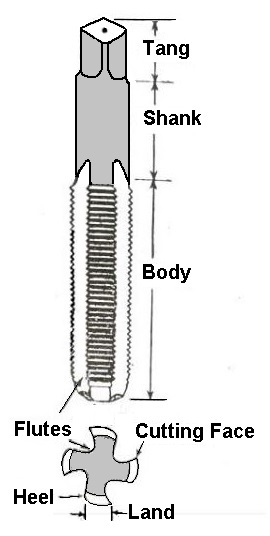
Parts of A Tap
Following are the main parts of tap, which are described in detail below:
- Body
- Shank
- Tang
- Land
- Flutes
- Heel
- Cutting Face
Body: It is the main part of the tap on which threads are cut.
Shank: The smooth part above the body on which threads are cut, is called the shank. It is round and the pitch of threads which are to be cut by shank is indicated on it.
Tang: The part above the shank is called the tang. It is square in shape and is revolved by holding it in a tap handle.
Land: Space between flutes i.e. where threads are cut.
Flutes: On the entire body of tap the grooves cut on the space between two lands, are called flutes. These are made in length from top to bottom. The particles of metal cut while cutting threads are coming out of these flutes and these are also used for supplying lubricant inside.
Heel: The tilted part behind the threads cut on the land is called the heel.
Cutting Face: The face of the cutting tool against which the material is moved is called the cutting face.
Types of Thread Taps:
Following are the different types of thread taps used for cutting internal threads.
- Hand tap
- Gas Tap
- Master Tap
- Machine Tap
- Machine Screw Tap
- Extension Tap
- Bend Shank Tap
- Stay Bolt Tap
- Spiral Fluted Tap
- Fluteless Tap
#1 Hand Tap
These taps are used in the form of a set. This set includes three taps:
1. Taper Tap

It is used after using the above-mentioned taps, at places where the hole is not across the job. Besides, it is also used for cleaning and finishing the threads that are cut through the entire drill. A taper is cut at its end on one or one and a half threads.
2. Intermediate Tap

It is also known as a second tap. Taper up to 3 to 5 threads is made on the lower side of this tap. It is used to provide proper depth and shape to threads that have been made by the taper tap. If threads are to be cut through the drill holes then only these two taps are used.
3. Bottom or Finishing Tap

In which 8 to 10 threads are rubbed and chamfered on the lower side. These are easily set in the drill holes and perform the job of threading. The lower end of this tap is equal to the tap-size drill.
#2 Gas Tap

It is used for cutting gas-type threads, for fitting at places where any liquid or gas passes through the pipes. In this type of tap, 1 ½ threads towards the lower portion are chamfered and there is some taper in the body length. It is ¾ taper per foot. That’s why gas does not leak.
#3 Master Tap

This tap is almost similar to the hand tap but it has 6 to 10 flutes because of which it contains more cutting faces. With this tap, the thread is accurate and clean. In thread ring gauge and similar inspection tools, threads are cut only with this tap.
#4 Machine Tap
These types of thread taps are used for cutting threads with a tap drill machine. They are used by holding them in a special holder. It is necessary to have reverse speed in the drill machine so that tap can be extracted from the job easily.
#5 Machine Screw Tap

Taps with which threads are cut in the holes of less than ¼ diameter are called Machine Screw Taps. Two or four threads are chamfered on the lower side.
#6 Extension Tap

These types of thread taps are like ordinary hand taps but their shank is considerably long. It is used for cutting threads in deep places such as the hub of pulley or oil cups etc.
#7 Bend Shank Tap
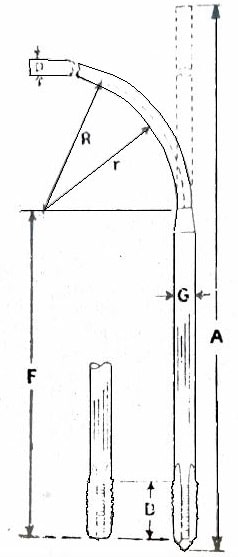
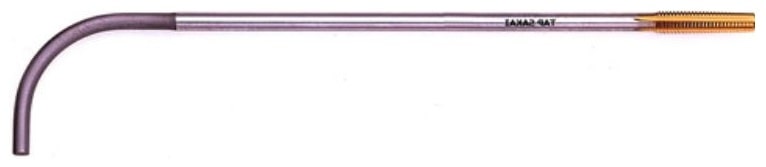
This type of tap is used with a handle, where there is no adequate place to move the handle with hands. The Shank of this tap is long and is bent on the top.
#8 Stay Bolt Tap

This one is also a special quality tap that performs three functions. The lower plain portion of this tap which is equal to the diameter of the hole of the job helps in keeping the tap straight.
In the middle of this tap, a reamer is built which helps in making the job clean and of accurate size. Tap is built above the reamer which is used for cutting accurate threads.
#9 Spiral Fluted Tap

This type of tap is used where slots or grooves are to be cut such as key-way. Its special feature is that in this tap instead of straight flutes these are cut spiral. Because they’re being spiral flutes these taps do not get caught in the edges of the slot. On its edge, two or three threads are chamfered.
#10 Fluteless Tap

This type of taps is used to cut threads like the thread rolling process in soft metals like brass, copper, aluminum, etc. It does not cut any material. One distinguishing feature of this tap is that there are no flutes in this tap but threads are cut on its entire body.
Read Also: What are the Types of Dies used in Manufacturing? Its Components & Uses
Size of A Tap
An appropriate size of the hole for the tap: Before driving the tap for cutting inside threads of a job a hole of the appropriate size is bored with the drill. The size of the drill should be equal to the core diameter of the tap.
If the size of the drill is greater the threads would not be of the proper depth. If the size of the drill is less there would be difficulty in cutting threads and there would be a danger of the tap being broken. Thus, it is essential that the drill should be of proper size. The size of a drill is called a tap size drill. In order to determine it, the following formula is used:
Size of the drill=Size of tap X 7/8 – 1/32.
Example 1: Find out the appropriate size of the drill for a 1″ B.S.W. tap.
Solution: 1 X 7/8 – 1/32
= 7/8 – 1/32 = 27”/32 or 0.843” – approx. size of the drill.
The formula for Metric Tap: Size of the drill = size of the tap – 1.23 X Pitch.
Example 2: Find out the appropriate size drill for a tap of 20 mm while the Pitch is 1.5.
Solution: Size of the drill = 20 – 1.23 X 1.5
= 20 – 1.845
= 18.155 – 18.23 – drill of the nearest size.
The Chart to Determine Thread Tap Size:
| Tap size | Major Dia (mm) | mm per thread | Drill size (mm) |
|---|---|---|---|
| M1.6 x 0.35 | 1,6mm | .35 | 1,25mm |
| M2 x 0.4 | 2mm | .4 | 1,6mm |
| M2.5 x 0.45 | 2,5mm | .45 | 2,05mm |
| M3 x 0.5 | 3mm | .5 | 2,5mm |
| M3.5 x 0.6 | 3,5mm | .6 | 2,9mm |
| M4 x 0.7 | 4mm | .7 | 3,3mm |
| M5 x 0.8 | 5mm | .8 | 4,2mm |
| M6 x 1 | 6mm | 1 | 5mm |
| M8 x 1.25 | 8mm | 1.25 | 6,8mm |
| M8 x 1 | 8mm | 1 | 7mm |
| M10 x 1.5 | 10mm | 1.5 | 8,5mm |
| M10 x 1.25 | 10mm | 1.25 | 8,8mm |
| M12 x 1.75 | 12mm | 1.75 | 10,2mm |
| M12 x 1.25 | 12mm | 1.25 | 10,8mm |
| M14 x 2 | 14mm | 2 | 12mm |
| M14 x 1.5 | 14mm | 1.5 | 12,5mm |
| M16 x 2 | 16mm | 2 | 14mm |
| M16 x 1.5 | 16mm | 1.5 | 14,5mm |
| M18 x 2.5 | 18mm | 2.5 | 15,5mm |
| M18 x 1.5 | 18mm | 1.5 | 16,5mm |
| M20 x 2.5 | 20mm | 2.5 | 17,5mm |
| M20 x 1.5 | 20mm | 1.5 | 18,5mm |
| M22 x 2.5 | 22mm | 2.5 | 19,5mm |
| M22 x 1.5 | 22mm | 1.5 | 20,5mm |
| M24 x 3 | 24mm | 3 | 21mm |
| M24 x 2 | 24mm | 2 | 22mm |
| M27 x 3 | 27mm | 3 | 24mm |
| M27 x 2 | 27mm | 2 | 25mm |
Tap Handle
For cutting threads in a job by hand with the help of a tap is moved the hole with the tap handle. These tap handles are of three types:
- Solid Tap Handle
- Adjustable Tap Handle
- “T” Type Handle
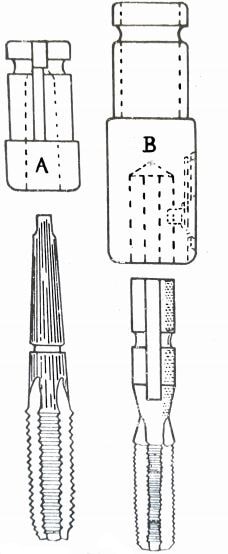
Solid and Adjustable Tap Handle
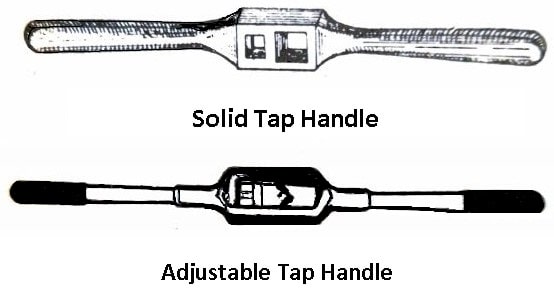
The solid tap handle is made solid on both sides handles are fixed for convenience. In the middle rectangular part, two separate rectangular grooves are cut across the tap. Taps of two sizes can be moved in these. An adjustable tap in the middle part, a set of two pieces there which are held by the adjusting screw, and taps of different sizes can be moved as shown in the figure.
“T” Type Tap Handle

It is in fact a kind of chuck in which three jaws are fitted. Different types of small taps are held in this chuck. A hole is bored on the upper side of its shank and a rod is put across, with its help the tap tied to the rod can be easily moved.
Method of Cutting Threads with Taps
- Bore a tap drill hole of appropriate size for the tap.
- Chamfer or file the drill at the tap.
- Hold the job firmly in vice etc.
- First of all, use the taper tap for cutting threads.
- After moving two or three threads ensure through the try square that the tap is moving straight.
- Tapping should be done by moving the tap forward and backward.
- Adequate lubricant should be used while tapping.
- After moving the taper tap, the intermediate and finishing tap should be moved.
- While cutting threads in a blind hole in between tap should be taken out to clean the metal particles.
Precautions
- Tap drill hole of appropriate size is essential before tapping.
- The tap should be properly cleaned before using the tap.
- Use tap handle according to the tap.
- Keep equal pressure of the hand on both ends of the tap handle.
- The tap should be moved forward and backward and we should prevent any jolts.
- The tap should be cleaned properly and kept safely.
Conclusion
That’s it thanks for reading, thread taps are commonly used in various parts of machines to cut or undo the threads inside. Typically, thread taps are produced of high carbon steel, high-speed steel, alloy steel, etc.
If you have any questions about “types of thread taps” you can ask in the comments I’ll respond to you. If you like this article then share it with your friends.
Subscribe to the newsletter to get notified of our new articles.
Download the PDF of this article
You might like to explore more in our blog:
That’s great jov
Thanks for reading.
You have used “hardened and tapered”, but it should be “hardened and tempered”.
Very informative post.
Thanks for the correction.