Hello readers! In this post, we’ll discuss what is milling process and different types of milling operations using illustrations.
What is Milling?
Milling is a popular machining process. Milling is a machining operation in which a revolving cutter removes material from a workpiece in a controlled manner. This method of subtractive manufacturing seeks to give the workpiece the desired shape.
In milling operations, rotary cutting tools, typically equipped with multiple teeth or edges, are employed to precisely shape and remove material from a workpiece, producing a wide variety of shapes, contours, and dimensions.
These processes are essential to manufacturing and are important in processing raw materials into complicated components and completed products for various industries. A modern milling machine frequently uses Computer Numerical Control (CNC) to provide automated control over the entire process.
Read Also: 15 Different Types of Milling Machine Explained
Milling Machine Operations
Following are the different types of operations performed on milling machines:
- Plain Milling Operation
- Face Milling Operation
- Side Milling Operation
- Straddle Milling Operation
- Angular Milling Operation
- Gang Milling Operation
- Form Milling Operation
- Profile Milling Operation
- End Milling Operation
- Saw Milling Operation
- Milling Keyways, Grooves, and Slot
- Gear Milling
- Helical Milling
- Cam Milling
- Thread Milling
Read Also: Types of Lathe Machines & Their Uses [Explainde]
#1 Plain Milling
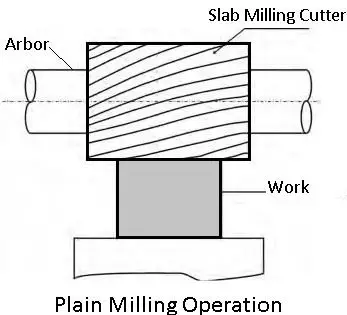
Plain milling is the most common type of milling machine operation. Plain milling is performed to produce a plain, flat, horizontal surface parallel to the axis of rotation of a plain milling cutter.
The operation is also known as slab milling. To operate, the work and the cutter are secured properly on the machine. The depth of cut is set by rotating the vertical feed screw of the table. The machine is started after selecting the right speed and feed.
#2 Face Milling
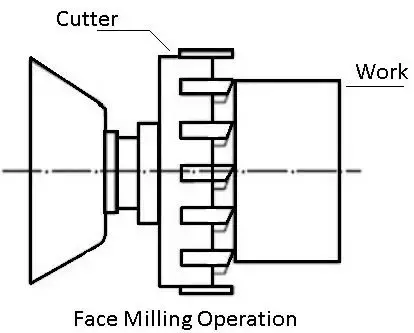
The face milling is the simplest milling machine operations. This operation is performed by a face milling cutter rotated about an axis perpendicular to the work surface.
The operation is carried out in plain milling, and the cutter is mounted on a stub arbor to design a flat surface. The depth of cut is adjusted by rotating the crossfeed screw of the table.
#3 Side Milling
Side milling is the operation of producing a flat vertical surface on the side of a workpiece by using a side milling cutter. The depth of cut is set by rotating the vertical feed screw of the table.
#4 Straddle Milling
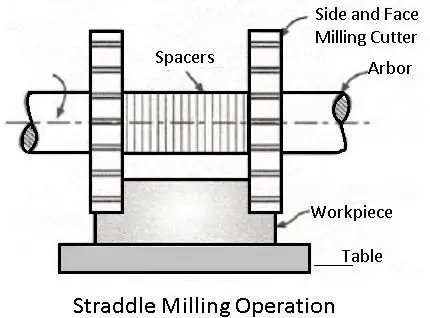
The straddle milling is the operation of producing a flat vertical surface on both sides of a workpiece by using two side milling cutters mounted on the same arbor.
The distance between the two cutters is adjusted by using suitable spacing collars. The straddle milling is commonly used to design square or hexagonal surfaces.
#5 Angular Milling
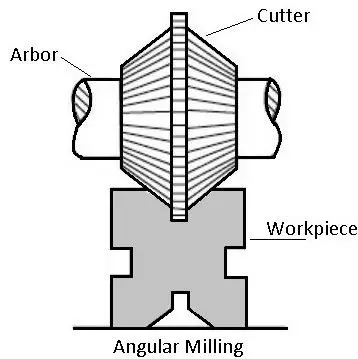
Angular milling is the operation of producing an angular surface on a workpiece other than at right angles of the axis of the milling machine spindle.
The angular groove may be single or double angle and may be of varying included angles according to the type and contour of the angular cutter used. One simple example of angular milling is the production of V-blocks.
Read Also: Milling Formulas and Definitions [with Examples]
#6 Gang Milling
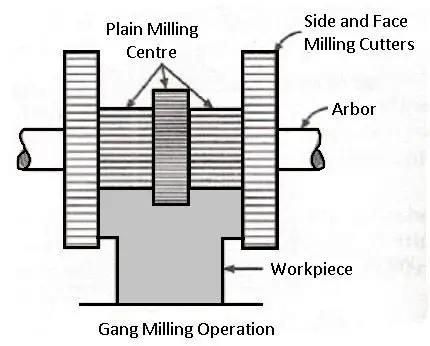
Gang milling is the operation of machining several surfaces of a workpiece simultaneously by feeding the table against some cutters having the same or different diameters mounted on the arbor of the machine.
The method saves much of machining time and is widely used in repetitive work. The cutting speed of a gang of cutters is calculated from the cutter of the largest diameter.
#7 Form Milling
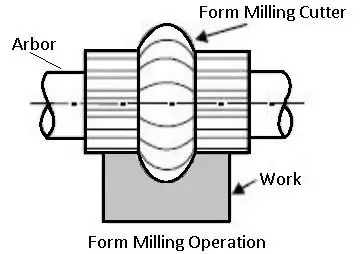
Form milling is the operation of producing an irregular contour by using form cutters. The irregular shape may be convex, concave, or of any other shape.
After machining, the formed surface is inspected by a template gauge. The cutting rate for form milling is 20% to 30% less than that of plain milling.
#8 Profile Milling
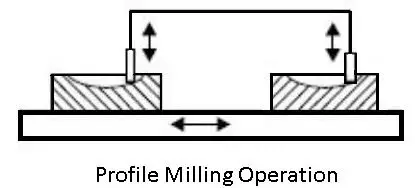
Profile milling is the operation of reproducing an outline of a template or complex shape of a master dies on a workpiece. Different cutters are used for profile milling. An end mill is one of the widely used milling cutters in profile milling work.
#9 End Milling
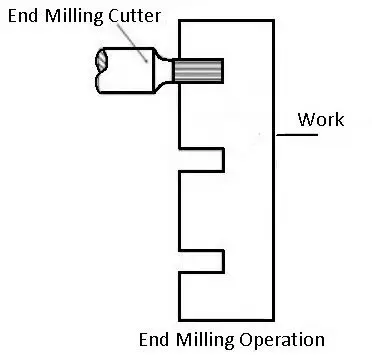
End milling is the operation of producing a flat surface which may be vertical, horizontal, or at an angle about the table surface. The cutter used is an end mill.
The end milling cutters are also used for the production of slots, grooves, or keyways. A vertical milling machine is more suitable for end milling operations.
#10 Saw Milling
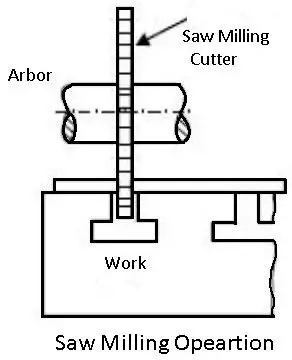
Saw-milling is the operation of producing narrow slots or grooves on a workpiece by using a saw-milling cutter. The saw-milling is also performed for complete parting-off operation.
The cutter and the workpiece are set in a manner so that the cutter is directly placed over one of the T-slots of the table.
Read Also: Different Types of Grinding Machines [Complete Guide]
#11 Milling Keyways, Grooves and Slots
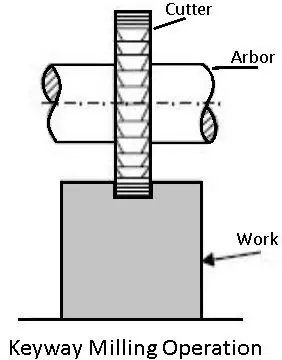
The operation of producing keyways, grooves, and slots of varying shapes and sizes can be performed in a milling machine.
It is done by using a plain milling cutter, a metal slitting saw, an end mill, or a side milling cutter. The open slots can be cut by a plain milling cutter, a metal slitting saw, or a side milling cutter. The closed slots are produced by using endmills.
#12 T-slot Milling
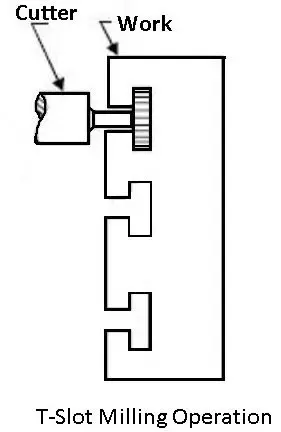
A dovetail slot or T-slot is manufactured by using special types of cutters designed to give the required shape to the workpiece. The second slot is cut at right angles to the first slot by feeding the work past the cutter.
A woodruff key is designed by using a woodruff key slot cutter. Standard keyways are cut on the shaft by using side milling cutters or end mills. The cutter is set exactly at the center line of the workpiece and then the cut is taken.
#13 Gear Cutting
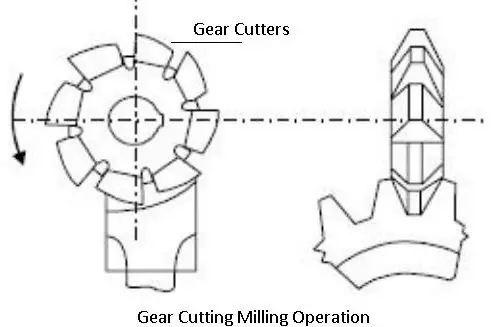
The gear-cutting operation is performed in a milling machine by using a form-relieved cutter. The cutter may be a cylindrical type or an end mill type.
The cutter profile fits exactly with the tooth space of the gear. Equally spaced gear teeth are cut on a gear blank by holding the work on a universal diving head and then indexing it.
#14 Helical Milling
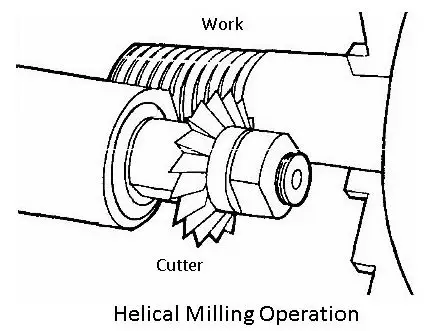
Helical milling is the operation of producing helical flutes or grooves around the periphery of a cylindrical or conical workpiece. The operation is performed by rotating the table to the required helix angle.
And then by rotating and feeding the workpiece against the rotary cutting edges of a milling cutter. Production of the helical milling cutter, helical gears, cutting helical grooves or flutes on a drill blank or a reamer.
#15 Cam Milling
Cam milling is the operation of producing cams in a milling machine by the use of a universal dividing head and a vertical milling attachment. The cam blank is mounted at the end of the dividing head spindle and an end mill is held in the vertical milling attachment.
The axis of the cam blank and the end mill spindle should always remain parallel to each other when setting for cam milling.
The dividing head is geared to the table feed screw so that the cam is rotated about its axis while it is fed against the end mill. The axis of the cam can be set from 0 to 90° about the surface of the table to obtain a different rise of the cam.
#16 Thread Milling
The thread milling machine operations are used to produce threads by using a single or multiple thread milling cutter. Thread milling operation is performed in special thread milling machines to produce accurate threads in small or large quantities.
The operation requires three driving motions in the machine. One for the cutter, one for the work, and the third for the longitudinal movement of the cutter.
When the operation is performed by a single thread milling cutter, the cutter head is swiveled to the exact helix angle of the thread. The cutter is rotated on the spindle and the workpiece is revolved slowly about its axis. The thread is completed in one cut by setting the cutter to the full depth of the thread and then feeding it along the entire length of the workpiece.
When the thread is cut by multiple thread milling cutters, the cutter axis and the work spindle are set parallel to each other after adjusting the depth of cut equal to the full depth of the thread.
The thread is completed by simply feeding the revolving cutter longitudinal through a distance equal to the pitch length of the thread while the work is rotated through one complete revolution.
Conclusion
So now, I hope I’ve covered everything about the “Slot Milling“. If you have any questions or doubts about this article, you can ask in the comments. If you liked this article, then please share it with your friends.
Want free PDFs direct to your inbox? Then subscribe to our newsletter.
Download PDF file of this article:
You might like to read more in our blog:
- What is the difference between up milling and down milling?
- Working Principle of Planer Machine
- Different Types of Drilling Machines and Their Uses
FAQs
Milling is the process of removing material using a rotary tool.
Many different types of gear can be made with milling operations. In most cases, it is used to cut slots or grooves in workpieces. It can process both flat and irregular surfaces. It is used to make complex shapes in industry.
There are different types of milling processes, such as face milling, end milling, slot milling, form milling, gear cutting, and more.
The most used type of milling cutters are end mills. There are many different types, sizes, and lengths of end mills available.
Thanks for Posting this valuable Information.
You’re welcome.