Hello readers! In this post, we’ll discuss what is Slot Milling? Its Working, Types, Tips and Practices, Toolpath Methods, Advantages, and Uses using illustrations.
What is Slot Milling?
Slot milling is a machining operation that uses a rotating tool that has multiple cutting edges to form grooves in a workpiece. This process is used to produce components with precise slots, keyways, or channels. It is a highly versatile and precise machining method.
This basic machining process is used in a variety of industries, including manufacturing and woodworking. This process creates slots or grooves in a workpiece using special tools known as slot milling cutters.
When choosing the best method for a given machining task, it’s necessary to understand the different slot milling methods, their purposes, and their advantages and disadvantages.
So let’s get started.
Overview of Slot Milling
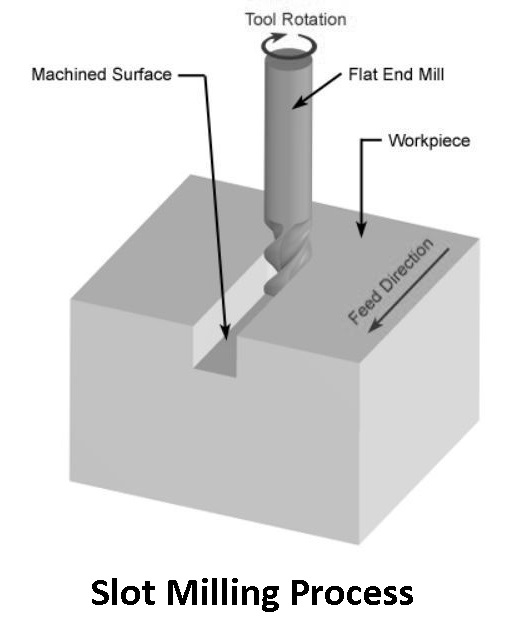
It is a machining procedure that uses a spinning tool with many cutting edges. A slot milling operation’s main determinants are the workpiece’s material properties and the necessary dimensions of the slot (width, depth, and undercut).
The proper selection of tools, feed rate, speed, and cooling fluids can all have a significant impact on the final quality of the machined surface on the workpiece.
Read Also: Different Types of Chucks and Their Uses
Types of Slot Milling and Cutters
The following is a list and discussion of various slot milling cutter types:
#1 Face Milling

Face milling cutters are ideal for tasks requiring linear grooving and are frequently utilized in slotting operations. These cutters are flat on the surface and have several cutting teeth all around the edge.
The cutter engages with the workpiece to create a straight-sided groove during the slotting process. However, because they are most effective when producing linear slots, their importance is restricted.
Because of their design, face milling cutters are less suitable for nonlinear or complex slotting applications. They are still a helpful tool for tasks where linear grooving is a requirement, despite its disadvantages.
#2 End Milling

End milling is carried out with a regular endmill cutter or a shell mill. This multipurpose tool is used for cutting slots. It can create closed slots, non-linear slot profiles, and even slots with different depths.
The procedure is similar to face milling in that the tool’s face and side are both cut during the process. The purpose of face milling is to smooth the workpiece’s surface, whereas the purpose of slotting is to make a groove that is closed on both ends.
Because endmills are available in a variety of sizes and materials, machinists prefer slot machining using endmills to other methods.
#3 Side Milling

It is suitable for a wide range of milling processes due to its ability to effectively remove metal from the sides of a workpiece. Its sides, as well as the areas surrounding them, are covered in teeth.
This cutter is designed specifically for cutting keyways and slots and is available in a variety of configurations: staggered teeth, interlocking teeth, planes, and half-slotted teeth.
These variations cover specific machining requirements and include details on the types of slots, depths, and applications that can be done by side milling procedures. Side cutters are especially uniform and productive when working with long, deep, open slots.
#4 Gang Milling

Gang milling cutters use many groove cutters on a single arbor. They are extremely effective in creating slots precisely and economically. This multi-cutter technique significantly reduces time spent and boosts productivity in slot machining.
Its unique strength is its ability to create slots with various designs in a single run. There are disadvantages to this efficiency, though, since the process generates massive cutting forces.
The machine tool and arbor must be very strong to completely employ gang milling cutters. This highlights a crucial issue for users to remember: to withstand the forces involved and ensure peak performance in slot machining processes, an effective setup is necessary.
#5 Woodruff Key Slotting

Woodruff key slot cutters are circular cutters with a parallel shank for stability. They are typically made of HSS M2 grade. They are necessary for forming keyways in shafts.
The Woodruff-Style tiny-width cutters are the ideal option for businesses needing precise and tiny slots. Due to their concave sides, these cutters are plain milling cutters that resemble side milling cutters.
They cut a semicircular cross-section, which results in slots with square or rounded bottoms. Milling a Woodruff key slot is done by positioning the cutter over the workpiece and adjusting the depth to fit standard Woodruff key sizes.
#6 T-slot Milling

A specific technique for cutting slots in the shape of a “T” is called T-slot cutting. T-slots have become common in industrial machinery, particularly for machining beds. It employs a specialized T-slot milling cutter.
This tool is helpful for tasks needing slots to reach below the material’s surface because of its versatility in machining applications. It can cut precisely and strategically along the rotational axis, which makes it possible to position T-shaped grooves appropriately.
Because it is so effective and precise at cutting slots that extend above the material’s surface, the T-slot cutter is an essential tool for a variety of machining procedures.
Read Also: Different Types of Fasteners and Their Uses
Tips and Practices for Slot Milling
To achieve the best results in terms of surface finish, material removal rate, and accuracy, slot milling requires skill and care. Below I’ve provided some useful tips and methods for improving groove milling performance.
#1 Instead of Radial Entry, Use a Ramp Down
The slot milling cutter needs to enter smoothly and without overloading the tool. To avoid excessive vibrations and potential tool damage, it is recommended to utilize a ramp-down motion.
In most cases, a ramp angle of 45 degrees or more is sufficient to prevent shocking the machine and tool. Additionally, machinists can work with ramp angles up to 1800 (axial entrance) for deeper slots or harder materials.
#2 Chip Removal is Essential
Slots are closed components that often have a single open end. In other words, the cut chips have less room to escape the cutting zone. They can damage part tolerances, tool life, and surface quality if they get stuck inside the cutting zone.
Therefore, in slot machining, effective chip removal control is essential. Generally speaking, the slot should be cut in at least two passes. In this manner, the second and subsequent passes, which can be scheduled to have high material removal rates, have enough room for chip removal.
#3 Keep the Spindal Loaded
Another advice is to avoid having the spindle entirely unloaded at any point during the cutting cycle. To guarantee this, at least one cutting teeth should be in contact with the workpiece at all times. This can be altered by adjusting the tool’s radial immersion in the workpiece.
This suggestion is given because interrupted cutting affects the slot surface’s smoothness. It is also ineffective because there is no additional benefit and less material is eliminated per unit of time.
#4 Down Milling
Back milling vs. down milling is a machining logic that also applies to slot milling. Because down milling offers higher stability and chip removal, machinists should always opt for it. However, the system also needs to be strong enough to support the down-milling loading pattern.
#5 Choose Greater Cutter Diameters
The stability of the slot-cutting tool can often be an issue when machining deep grooves. The extended tool overhang for deep slotting could affect and possibly destroy the tool in severe scenarios.
A tool with a big diameter is better because of its increased strength. Furthermore, tools made of more hard materials are another alternative for addressing such issues. However, most slots are tiny but deep, making the process difficult.
#6 Enhance Your Feed
A crucial component of effective slot milling is arranging the cutting feed. Low feed rates can lower productivity, whereas high feed rates might cause thermal problems. To prevent these issues, a balanced federate is always recommended.
Read Also: Different Types of CNC Machines
Toolpath Methods for Slot Milling
Using effective toolpath planning, modern machine tool specialists improve machining performance. For slot milling operations, the industry has come up with several toolpath solutions that improve the overall quality, and part, and machine tool health.
Some of these are described below.
#1 Conventional Toolpath
The most basic toolpath for slot milling is conventional milling, which consists of straight cuts along the slot axis. It is simple to program and highly productive. It also works with a wide range of cutting tools.
Disadvantages:
- When milling with deep slots, considerable vibrations can occur.
- It does not operate well with difficult-to-cut materials.
- Because the tool remains in cut, it is subjected to significant radial forces, making it unsafe for deep cuts.
- It also results in rapid heat generation.
#2 Trochoidal Toolpath
Trochoidal milling is a unique toolpath method in which the tool travels in a trochoidal pattern. It is very helpful in slot milling because it is more stable, allows the cutting edges to cool down sufficiently, and provides adequate room for effective chip removal.
Advantages
- Due to its low average radial cutting forces, it is convenient to use for cutting hard-to-cut materials.
Disadvantages
- There are, however, more complicated programming requirements and a greater number of tools that must be selected.
#3 Pluging Toolpath
Plunging is the process of using a milling cutter to make all of the axial cuts in the slot, similar to drilling. Although it is not the most efficient approach, it is the most stable because there are no radial forces to cause vibrations, heat-up problems, or tool deflections.
Therefore, it is better in situations where the tool is sensitive to any of these issues. This features lengthy tool overhangs and deep slotting.
Disadvantages
- Plunging does not produce an excellent surface finish, particularly on the slot walls.
- As a result, a final finish cut using other toolpath techniques is still necessary.
Read Also: Milling Formulas and Definitions [Explained]
Advantages of Slot Milling
The following are the main advantages of slot milling:
- Compared to end milling, it facilitates the production of deeper pockets or slots.
- Slot milling has the advantage of simplifying the creation of inner and outer profiles. Traditional milling requires regular spindle realignment, which adds complexity.
- The slot milling process simplifies machining by eliminating the need for continuous spindle adjustments, improving accuracy, and simplifying production.
- Slot milling cutters are excellent for machining solid-jaw mandrels, guide bars, and flat metal items.
- These cutters allow for precision shaping and slot design by effectively eliminating material in a rotating motion.
- Because of their flexibility, they are useful in a wide range of metalworking applications, offering precision and effectiveness when creating complex components.
Disadvantages of Slot Milling
The following are the main disadvantages of slot milling:
- High vibrations may arise from this, particularly when cutting complex slots or handling hard materials.
- Deep cuts in slot milling are less secure due to the large radial forces produced by the continuous cutting process.
- The cutting process may cause the tool and workpiece to heat up quickly, which could shorten the tool’s life and lower the quality of the material.
Application of Slot Milling
The primary uses of slot milling are to create keyways, pockets, and slots in various workpieces. Slots are necessary for basic functionality or assembly of products and devices manufactured by many different industries.
Slot milling allows for the accurate production of mechanical elements such as gears and pulleys. It also permits the creation of dimensionally exact shapes that would be impossible to create using other methods.
Summary
There are several industrial uses for slot milling, making it a valuable machining process. It makes manufacturing easier and makes it possible to produce complex shapes.
So now, I hope I’ve covered everything about the “Slot Milling“. If you have any questions or doubts about this article, you can ask in the comments. If you liked this article, then please share it with your friends.
Want free PDFs direct to your inbox? Then subscribe to our newsletter.
Download PDF file of this article:
You might like to read more in our blog:
- How to perform facing operation?
- What are the different types of knurling operation?
- What is turning operation? its types and procedure
FAQs
In slot milling, the appropriate slot milling cutter is chosen based on the material and slot dimensions. Then, place the workpiece in the machine vise. Adjust the feed rate and spindle speed before positioning the cutter at the start of the slot. After positioning, turn on the cutter to begin the milling process. For efficient and smooth slot milling, make successive passes along the slot route.
The main difference between end milling and slot milling is how they cut. In a slot mill, drilling is combined with lateral cutting, as it plunges like a drill and then cuts across like an end mill. In contrast, an end mill focuses primarily on cutting in a lateral and horizontal direction.
Slot milling operations can be performed by standard horizontal and vertical milling machines. In certain situations, machine operators may employ additional machines such as drilling machines or sinker EDM.
Slot milling is suitable for all machinable materials. Metals include steel, titanium, copper, and iron, as well as polymers and wood.