In this article, you’ll learn what are Forging Defects? How do they occur? what are the causes and remedies for the forging defects.
You can also download the PDF file of this article at the end.
What are Forging Defects?
Forging is the process of bringing metals into their finished shapes by hammering, striking, or pressing them against an anvil or die and forming them into their desired shapes. It is one of the best manufacturing processes which provides good mechanical properties.
Just because it’s an excellent process to make a product doesn’t mean it’s flawless. There are many defects that are likely to occur while performing forging operations. Defects are common in forgings, most of which are caused by preventable errors or improper processes.
These defects need to be checked and prevented in order to achieve the required product design. This can be controlled by carefully considering the amount of work material and good design of the forging die and process.
In addition, care must be taken during operation to avoid this forging defect, and the smith must be experienced in forging. Since there are different types of forging defects, each defect has its own remedy to prevent it from occurring.
Let’s look at some of the most common forging defects below.
Read Also: Different Types of Sheet Metal Operations [Explained]
Types of Forging Defects
Following are the important types of forging defects:
- Unfilled section
- Scale pits
- Cold shut
- Die shift
- Improper grain growth
- Flakes
- Surface cracking
- Incomplete forging penetration
- Residual stress in forging
- Incomplete filling of dies
- Cracking at the flash
- Internal cracks
#1 Unfilled Section
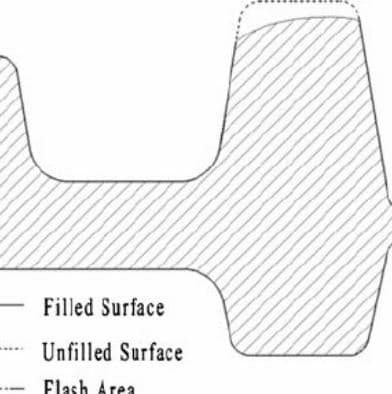
This type of forging defect arises when areas within the product have not been fully filled, as the name implies. The main reasons for this defect are poor die design, poor raw material, and poor forging techniques.
It can also be caused by poor die layout and less raw fabric or poor heating. Taking proper care when designing the die, heating it up, and additionally ensuring that there are enough raw materials available are the key factors for preventing the occurrence of the defect.
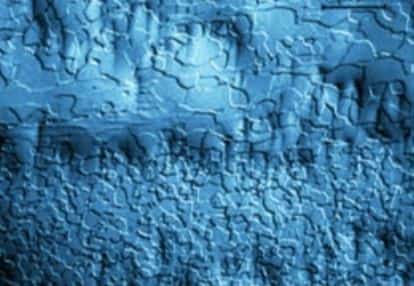
#2 Scale Pits

Scale pits are also common types of forging defects caused by improper cleaning of the forged surface. Because of this, it create small cracks or holes in the metal. When forging in the open environment, scale pits are common.
These types of forging defects cause irregular repositioning on the forging surfaces. It is possible to avoid this defect by properly cleaning the surface of the forge in order to remove the debris.
Read Also: 10 Common Types of Corrosion in Metals [How To Prevent Them]
#3 Cold Shut

Cold shut defects are usually available to see when small cracks occur at the corners of the workpiece. There are a number of reasons why these defects can occur, including an improperly designed forging die, sharp corners on an object, and an excessive cooling process after the forged product is forged.
It is possible to avoid cold shut forging defects if the fillet radius of the die is increased in order to prevent them.
#4 Die Shift

Die shift is also a common type of forging defect. These defects can occur when the upper and lower dies are not properly aligned with each other. Simply put, the die shift occurs due to improper dimensions of the workpiece.
Avoiding this defect is possible only if the die is aligned correctly. Before pressing the upper and lower dies together, it is recommended that you place one-half of the workpiece on the upper die and the other half on the lower die in order to achieve proper alignment.
Read Also: Types of Metals: Their Properties and Applications [Full Guide]
#5 Flakes

Flakes are forging defects caused by improper cooling of the forging product. Specifically, it is internal cracks in the forged parts that are caused by the quick cooling of the forged parts, which reduces the strength of the forged parts. This type of forging defect can be avoided when the forging product is properly cooled.
#6 Improper Grain Growth
Improper grain growth is also a forging defect usually caused by improper flow of the metal during the casting process. Due to this, it alters the predetermined grain of the product structure. Improper grain growth can be addressed by performing an improved design of the die.
Read Also: Understand The Types of Patterns in Casting Process in Detail
#7 Surface Cracking

Surface cracks are temperature-related forging defects. These types of forging defects appear when forging operations are carried out at low temperatures. Because of this, cracks form on the workpiece (forging product). This defect can be controlled by operating at the proper temperature.
#8 Incomplete Forging Penetration
As the name suggests, this forging defect occurs when forging is incomplete. It is mainly caused by light or sharp hammer blows leading to incomplete forging. In order to prevent this defect, the forging press should be controlled or used in an appropriate manner to prevent it.
Read Also: Understanding The Different Types of Flanges and Their Uses
#9 Residual Stress in Forging
A residual stress is a phenomenon caused by non-proper cooling of the forging parts during the forging process. Residual stresses result in significant plastic deformation, leading to the distortion of an object.
The main reason for this type of defect is excessive rapid cooling. The risk of this happens is also quite high when there is a rapid cooling of the forged piece, but it can be prevented by slow cooling as well.
#10 Incomplete Filling of Dies
This is another type of forging defect which usually occurs due to loss of metal content. In addition to an insufficient amount of metal, there are many reasons for this, such as an insufficient number of blows, wrong die design, or low temperature of the stock.
This defect can be avoided if the size of the ingot is sufficient. Apart from this, there are some other important measures to prevent this defect, such as hammering should be done correctly, the die should be designed properly, and the stock temperature should be sufficient.
Read Also: What is Free, Forced, and Damped Vibration? [Explained in Detail]
#11 Cracking at the Flash
There are several cracks in this flash when it is trimmed off. One of these cracks penetrates the interior of the flash. Such crack is known as cracking at the flash. This is usually due to a very thin flash.
In addition to this defect, several things can also be adjusted to prevent this defect, such as increasing the thickness of the flash, moving the flash to a less critical region of the forging, trimming hot, and relieving stress on the forging.
#12 Internal Cracks
The formation of internal cracks is also a type of forging defect. It is usually caused by secondary tensile stresses that are induced during the forging process. There is a way to avoid this defect by maintaining a proper die design during the manufacturing process.
Read Also: What is Coupling? 13 Different Types of Coupling
How To Prevent Forging Defects
There are some additional ways to prevent these types of forging defects, which are as follows:
- If the forging product has shallow cracks and cavities, these can be removed during the forging processes by hammering them out of the cold forging with pneumatic chisels.
- Similarly, if there are cracks and decarburized areas on its surface, they are removed by grinding on special machines. While doing this, remember that the workpiece should not be underheated, decarburized, overheated, or burnt.
- The die design should be appropriately made, considering all the relevant and important factors that reduce forging defects.
- To avoid mismatches, the parting line of the forging must be in one plane.
- If possible, forgings destroyed in the press are straightened. It is also quite useful as extra usage of a material is saved.
- In addition to improving the mechanical properties of the metal, fiber line can be corrected by forging, and internal stresses generated by heat and cooling are removed by annealing and normalizing.
Closing It Up
I hope I have covered everything in this article. If I missed something, or if you have any doubts, let me know in the comments. If you liked this article, please share it with your friends.
Want free PDFs direct to your inbox? Then subscribe to our newsletter.
Download PDF of this article:
You might light to read more in our blog: