In this post. you’ll learn what are jigs and fixtures. And definition, parts & different types of jigs and fixtures with their working principles.
And also you can download the PDF file of this post.
What are Jigs and Fixtures?
jigs and fixtures are the devices that help increase the rate of identical parts and reduce the human efforts required for producing these parts.
It has already been emphasized earlier that a center lathe is a suitable machine tool for producing individual parts of different shapes and sizes, but for producing similar articles in great numbers its use will not be economical.
Against this, a capstan and turret lathe can be easily adapted for repetition work on account of the multi-cooling arrangement and use of a transverse stop this increases the rate of production.
However, every type of object cannot be machined on a capstan or turret lathe and may involve the use of drilling, milling, planning, and grinding machines, etc.
If such objects are to be produced in identical shapes and sizes on a mass scale, suitable devices have to be used for holding and locating purposes so that the repetition work can be done. These devices are jigs and fixtures.
Read also: 7 Types Of Lathe Machine Chucks.
Elements of jigs and fixtures
The main elements of jigs and fixtures are:
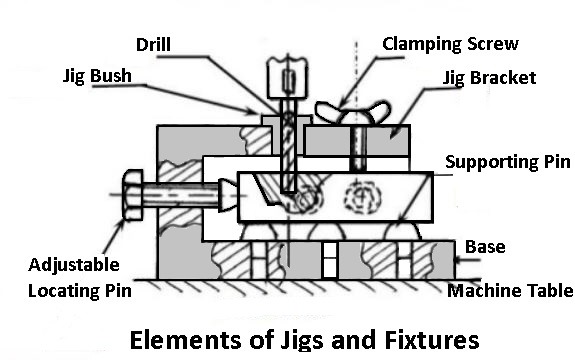
#1 Body
It is a plate, box, or frame-type structure in which the components to be machined are located. It should be quite sturdy and rigid.
#2 Locating Elements
These elements locate the workpiece in a proper position about the cutting tool.
#3 Clamping Elements
The clamping elements firmly secure the workpiece in the located position.
#4 Grinding and Setting Elements
These elements guide the cutting tool in case of jig and help in proper tool acting in case of the fixture.
#5 Positioning Elements
These elements include different types of fastening devices, which are used in securing the jig or fixture to the machine at the proper position.
#6 Indexing Elements
They are not provided always. However, many workpieces may have to be indexed to different positions to perform machining operations on different surfaces or different locations. In such cases, these elements will have to be incorporated into the jig or fixture.
Read also: Capstan and Turret Lathes
What is a Jig?
A jig may be defined as a device that holds and locates a workpiece and guides and controls one or more cutting tools. The holding of the work and guiding of the tool are such that they are located in true positions relative to each other.
In construction, a jig comprises a plate, a structure, or a box made of metal or in some cases non-metal having provisions for handling the components in identical positions one after the other and then guiding the tool to incorrect positions on the work under the drawing, specification, or operation layout.
Types of Jigs
Following are the seven different types of jigs.
- Template jig
- Plate jig
- channel jig
- Diameter jig
- Leaf jig
- Ring jig
- Box jig
Template Jig
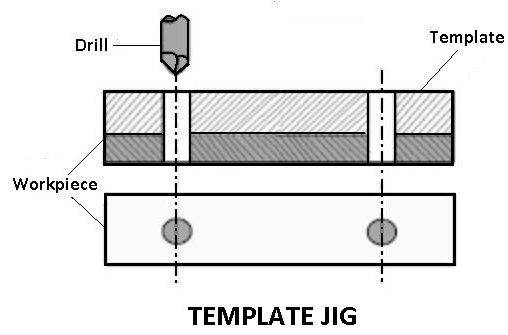
The template jig is the simplest of all the types. A plate 2 having holes at the desired positions serves as a which is fixed on component 1 to be drilled.
The drill 21 is guided through these holes of the template 2 and the required holes are drilled on the workpiece at the same relative positions with each other as on the template. A template jig is shown in the figure.
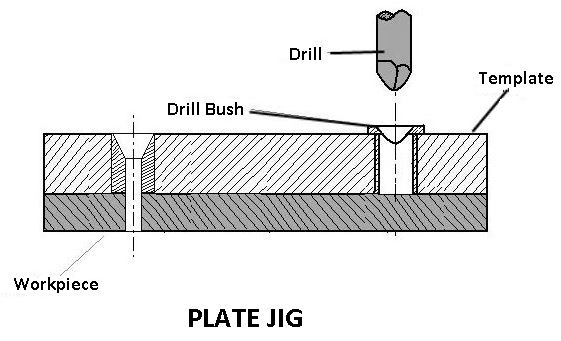
Plate Jig
- A fixture holds and positions the work but does not guide the tool. Whereas a jig holds, locates, and as well as guides the tool.
- The fixtures are heavier in construction and are bolted rigidly on the machine table. Whereas the jigs are made lighter for quicker handling, and clamping with the table is often unnecessary.
- The fixtures are employed for handling work in milling, grinding, planing, or turning operations. Whereas the jigs are used for holding work and guiding the tool, particularly in drilling, reaming, or tapping operations.
A plate jig is an improvement of the template jig by incorporating drill bushes on the template. The plate jig is employed to drill holes in large parts maintaining accurate spacing with each other. A
Channel Jig
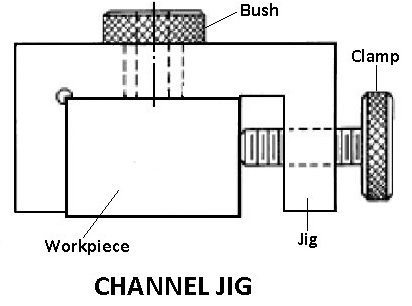
The channel jig is illustrated in fig. It is a simple type of jig having a channel-like cross-section. The component 1 is fitted within the channel 4 and is located and clamped by rotating the knurled knob 5. The tool is guided through the drill bush 3.
Diameter Jig
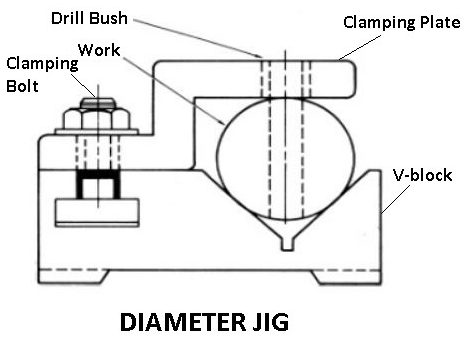
The diameter jig is shown in Fig. It is used to drill radial holes on a cylindrical or spherical workpiece. Work 1 is placed on the fixed V-block 6 and then clamped by the clamping plate 7 located in the work. The tool is guided through the drill bush 8 which is set radially with the work.
Leaf Jig
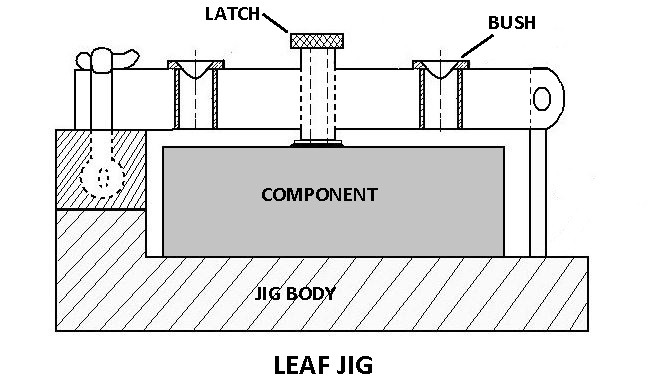
The leaf jig is illustrated in the above figure. It has a leaf or a plate 13 hinged on the body at 11 and the leaf may be swung open or closed on the work for loading or loading purposes. The work 1 is located by the buttons 10 and is clamped by set screws 12. The drill bush 3 guides the tool.
Ring Jig
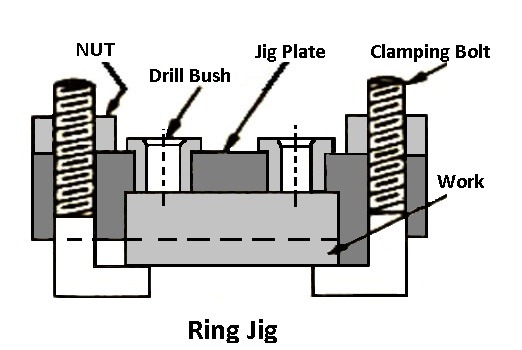
The ring jig is shown in the above figure. It is employed to drill holes in circular flanged parts. The work is securely clamped on the drill body and the holes are drilled by guiding the tool through drill bushes.
Box Jig
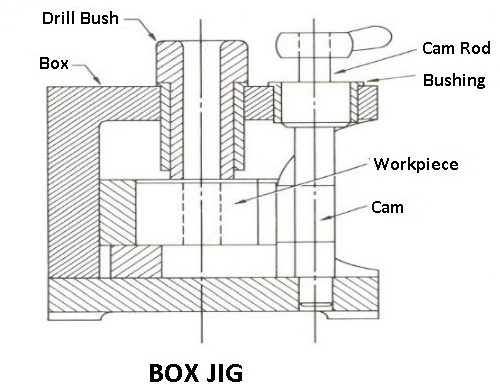
The box jig is illustrated in the above figure. It is of box-like construction within which the component is located by the buttons 18. Work 1 is clamped by rotating the cam handle 19 which also locates it. The drill bush 3 guides the tool. The box jigs are generally employed to drill several holes on a component from different angles.
What is a Fixture?
A fixture is a device that holds and locates a workpiece during an inspection or for a manufacturing operation. The fixture does not guide the tool.
In construction, the fixture comprises a different standard or specially designed work holding the device, which is clamped on the machine able to hold the work in the position. The tools are set at the required positions on the work by using gauges or by manual adjustment.
Types of Fixtures
Following are the 10 different types of fixtures:
- Turning fixtures.
- Milling fixtures.
- Broaching fixtures.
- Grinding fixtures.
- Boring fixtures.
- Indexing fixtures.
- Tapping fixtures.
- Duplex fixtures.
- Welding fixtures.
- Assembly fixtures.
Fixtures are usually named after the type of machining operation for which they are designed and employed.
Turning fixtures
It is quite easy to hold regular workpieces on lathes in standard job holding devices like chucks and collects, between the center and on mandrels or faceplates. However, irregularly shaped components offer a lot of difficulties in holding them correctly.
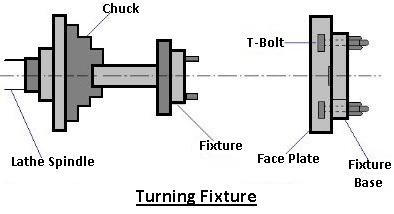
Simple odd-shaped jobs can be held in a chuck also, say by proper adjustment of jaws in a four-jaw chuck or by using shaped soft jaws.
However, workpieces with complicated shapes must be necessarily held in position with the help of turning fixtures. These fixtures are normally mounted on the nose of the machine spindle or a faceplate and the workpieces hold them.
These fixtures should be carefully designed, be rigid enough, with minimum overhang should grip the workpieces very firmly, should not carry any dangerous projections for the machine operator or tool or both, and should be able to provide proper support to him to thin and weak sections of the workpieces during the operation.
Milling fixtures
These fixtures are used in milling for carrying out different milling operations on workpieces. The fixture is properly located on the table of the machine and secured in position by means of bolts and nuts.
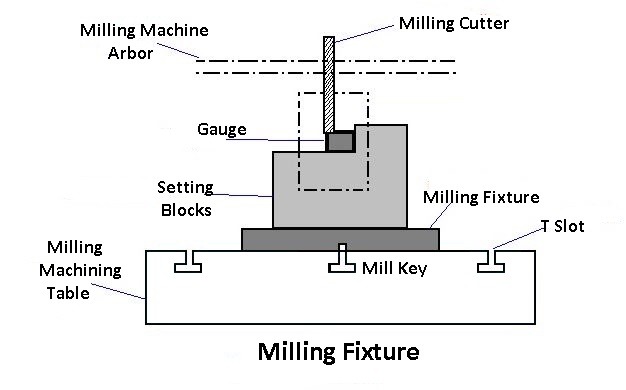
The table is shifted and set in the proper position of the cutter. The workpieces are located on the base of the fixture and clamped before starting the operation.
Since the cutting forces involved are quite high, and also intermittent, the clamping elements. Proper locating of the fixture on the machine table is usually achieved with the help of two tenons provided under the fixture base.
These tenons enter a T-slot of the table to provide the required location. The fixture base can then be secured to the table using T-bolts and nuts.
Broaching Fixtures
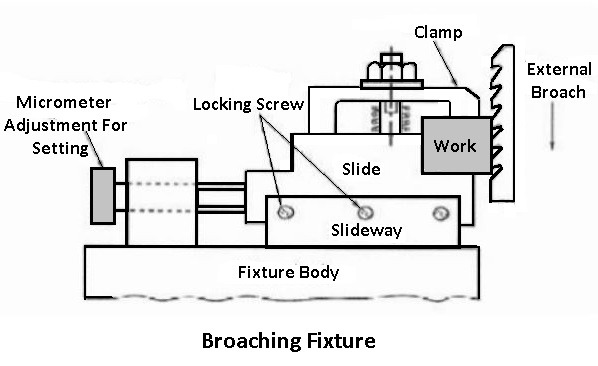
These fixtures are used on different types of broaching machines to locate, hold, and support the workpieces during operations, such as keyway
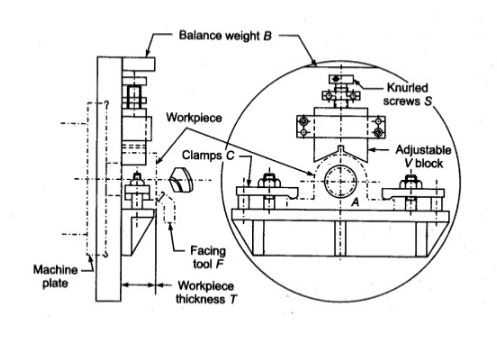
Grinding Fixture
Several different forms of fixtures are used in grinding machines to locate, hold, and support the workpieces during the operations. These fixtures may be the standard work-holding devices, such as chucks, mandrels, chuck with shaped jaws, magnetic chucks, etc.
For example; a vertical surface grinder with a rotary table will normally have a rotary fixture secured to its table. Similarly, a plain or string fixture may be provided on a surface grinder with the reciprocating table. A drill grinding attachment is a glaring example of a standard fixture used for grinding drill geometry.
Whatever the type of fixture designed for grinding operation, it should have provisions for the supply and exit of coolant, and mounting of wheel dressers and should be properly balanced, if it is a rotating fixture.
Boring Fixture
The operation can be performed in one of the following two ways:
- By keeping the boring bar (tool) stationary and feeding the touting workpiece on to the bar.
- By keeping the workpiece stationary and feeding the rotating boring bar into the work.
Accordingly, therefore, the boring fixture is made in two common designs.
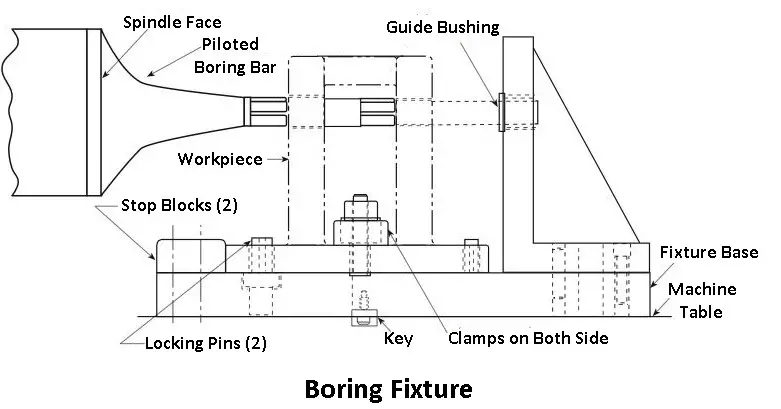
One of these incorporates the principle of a drilling jig; the boring bar (tool) is guided through a pilot bush. such fixture is also often referred to as boring jigs. the other design facilitates holding the workpiece incorrect position, relative to the boring bar.
Although this fixture incorporates almost all the common principles of jig and fixture design, their construction need not be as sturdy as that of the milling fixtures, because they never have to bear as heavy cutting loads as involved in milling fixtures. After all, they never have to bear as heavy cutting loads as involved in milling operations.
Indexing Fixture
Several components need machining on different surfaces such that their machined surface surfaces or forms are evenly spaced.
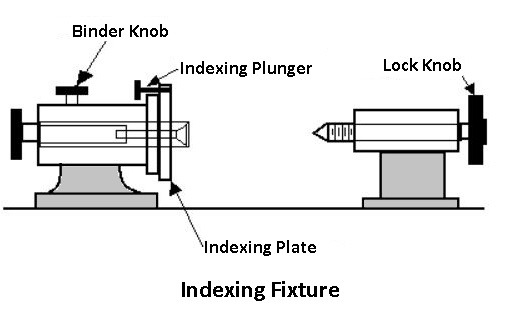
Such components are required to be indexed equally as many as the number of surfaces to be machined. The holding devices (jigs or fixtures) used are made to carry a suitable indexing mechanism. A fixture carrying such a device is known as an indexing fixture.
Tapping Fixture
The tapping fixture is specially designed to position and firmly secure identical workpieces for cutting internal threads in drilled holes. Odd-shaped and unbalanced components will always need the use of such fixtures, especially when the tapping operation is to be carried out repeatedly on a mass scale on such components.
Duplex Fixtures
It is the name given to the fixture that holds two similar components simultaneously and facilitates simultaneous machining of these components at two separate stations. While one workpiece is machined at one station.
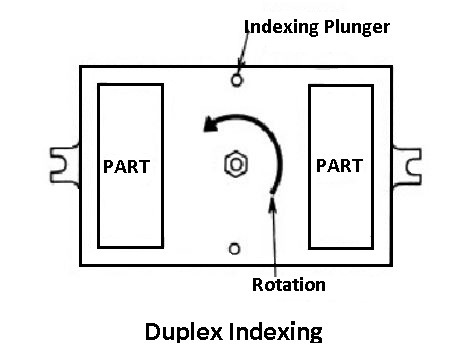
Both operations according to the requirement may be similar or different. Once machining at both stations is over, the fixture is indexed through 180 degrees so that the first component is shifted to the second station for the second operation and the finished component to the first station.
The finished component is then uploaded here, replaced by a fresh component and the first operation is performed on it. The cycle goes on repeating, which enables mass production of components at a fairly high speed.
Welding Fixtures
Welding fixtures are carefully designed to hold and support the various components to be welded in proper locations and prevent distortions in welded structures.
For this, the locating element need to be careful, clamping has to be light but firm, placement of clamping elements has to be clear of the welding area. The fixture has to be quite stable and rigid to withstand the welding stresses.
In many cases, a preferably and commonly used practice is to first tack weld the structure by holding it in a welding jig and then transfer it to a holding fixture for full welding. This helps in reducing the chances of distortion considerably and the fixture is subjected to lesser stresses.
Assembly Fixture
The function of these fixtures is to hold different components together in their proper relative position at the time of assembling them. For example, two or more steel plates can be held together in relative positions and riveted.
These fixtures are used for holding the components for performing mechanical operations and are known as mechanical assembly fixtures.
Against this, there are other types of fixtures in which the components are held for joining, such as the welding fixtures are also assembly fixtures, but for hot joining.
Difference Between Jigs and Fixtures
The following are the fundamental differences between a fixture with a jig:
| Features | Jig | Fixture |
|---|---|---|
| Purpose | It helps in guiding the tool and locating the workpiece. | It helps to hold and place the workpiece. |
| Weight & Construction | It features a lightweight construction, usually constructed of aluminum. | It has a heavier construction, typically made of steel or iron. |
| Clamping | It is normally not clamped to the machine table. | This is securely attached or clamped to the machine table. |
| Load-Bearing Capacity | The jig can handle minimum cutting loads. | The fixture can withstand strong cutting forces. |
| Key Features | It guides drill templates, bushings, and bushings. | It is useful for clamping, supporting, and locating workpieces. |
| Operations | It helps to make holes and accuracy in drilling. | It helps establish workpiece shape and material removal. |
| Machining Speed | It is mostly used for high-speed drilling. | It’s ideal for varied machining rates. |
| Applications | Its applications include drilling, reaming, and tapping. | It’s utilized for milling, grinding, turning, and other processes. |
Advantages of Jigs and Fixtures
The advantages of jigs and fixtures are:
- Increases the machining accuracy because the workpiece is automatically located and the tool is guided without making any manual adjustment.
- It increases the production capacity by enabling a number of workpieces to be machined in a single set up and in some cases, some tools may be made to operate simultaneously.
- The handling time is also greatly reduced due to the quick setting and locating of the work.
- The speed, feed and depth of cut for machining can be increased due to high clamping rigidity of jigs and fixtures.
- Enables the production of identical parts which are interchangeable. This facilitates the assembly operation.
- It eliminates the marking out, measuring and other setting methods before machining.
- These devices reduce the operator’s labour and consequent fatigue handling operations, are minimized and simplified.
- It reaches the semi-skilled operator to operate the setting operations of the tool and the work are mechanized. This saves labor costs.
- It reduces the expenditure on the quality control of the finished products.
- Reduces the overall cost of machining by fully or partly automizing the processes.
Disadvantages of Jigs and Fixtures
The following are the disadvantages of jigs and fixtures:
- Over time, jigs and fixtures may become worn out.
- The second disadvantage is the significant cost and time required for initial setup.
- It is heavy and requires a lot of material.
Applications of Jigs and Fixtures
The following are the important applications of jigs and fixtures:
- It is capable of producing car parts in large quantities.
- Used in the steel factory to cut the ingots.
- These are also utilized in the refrigeration industry.
- They are employed to drill holes at any necessary angle and to drill the flanges.
- Jigs are used for mass drilling, reaming, and tapping.
- fixtures are employed for large turning, grinding, and milling processes.
Conclusion
So now, we hope that we have clear all your doubts about Jigs and Fixtures. If you have still any doubts about the “Jigs and Fixtures” you can contact us or ask in the comments.
That’s it thanks for reading. If you like our article then please share it with your friends.
Subscribe to our newsletter to get notified when we upload new posts.
Now you can download the free PDF file of this post:
FAQs
Jigs are devices that guide or hold a cutting tool in place as it completes a repetitive operation, such as tapping or drilling holes. On the other hand, fixtures maintain a workpiece steady in a defined position, orientation, or location rather than guiding a cutting tool.
For machining, jigs and fixtures are essential because they improve precision, boost output, shorten handling times, and guarantee component interchangeability.
Materials such grey cast iron, carbide, hardened steel, plastic, epoxy resins, low melt alloy steels, stainless steel, and bronze are used to make jigs and fixtures.
Jigs and fixtures are not the same thing, even if they are used similarly. While the workpiece is moving, jigs are designed to guide the cutting tool; similarly, fixtures are built to guide the workpiece while the machining tool is in position.
Fantastic master I like it
Thanks.
The information you have given is most useful to every diploma desiner and engineering students keep your effert on doing more and more useful information study activities .WE LOVE YOUR WORK BRO KEEP IT GOING .
Thanks for your feedback. Keep visiting 😉
Better programme
Thank you.
Thank you for Sharing helpful Informative Information About Jigs and Fixtures
I’m glad you liked it. Thanks for reading our article.
Very nice
Thank you 🙂
Interesting site
Thanks 🙂
nice one …
keep it UP
Thank you 🙂