In this article, you’ll learn what is multi point cutting tool? Its diagram, classification, examples, advantages, and applications all are explained with pictures.
Also, you can download the PDF file at the end of this article.
Introduction to Cutting Tools
A cutting tool is an implement with a wedge-like shape that shears off extra material from a preformed blank to produce the desired shape, size, and accuracy.
It is the cutter’s job to forcefully compress a thin layer of material within the workpiece, and then slowly shear it off as the operation proceeds. However, three relative motions are required to remove the material. In fact, these motions deliver the essential cutting velocity, feed velocity, and depth of cut.
Since the cutting tool is firmly mounted on the machine tool’s tool holder, it is unable to produce any such motion. Machine tools use a variety of arrangements to provide all required motions.
Let’s continue with this discussion by going into more detail about the classification of cutting tools.
You might like: Different Types of Lathe Chucks and Their Uses
Classification of Cutting Tools
Every cutting tool must contain a wedge-shaped portion with a sharp cutting edge, which can cut material smoothly, regardless of the operation it intends to perform.
A cutting tool may have one or more primary cutting edges that engage in simultaneous cutting action in a single pass. Cutting tools can be categorized in a number of ways, but the most popular one is based on how many main cutting edges are actively engaged in cutting action at any given time.
This allows for the division of cutting tools into the three groups that are listed below.
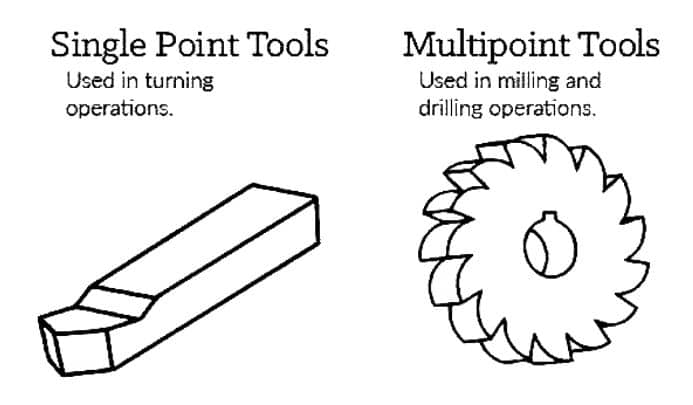
- Single point cutting tool
- Double point cutting tool
- Multi point cutting tool
In our previous articles, we have already covered single-point cutting tool. So, in this article, we’ll talk about multi-point cutting tools.
You might like: Different Types of Lathe Cutting Tools Used in Lathe
What is Multi Point Cutting Tool?

It is common for multi-point cutting tools to have more than two main cutting edges that can engage in a cutting action simultaneously.
Cutting tools with two cutting edges (rather than two) can also be considered multi-point cutting tools (instead of double-point cutters).
A multi-point cutter can have anywhere from three to hundreds of cutting edges. Due to the fact that the cutting edge appears at the intersection between the rake surface and the flank surface, each cutting edge has its own set of rake surfaces and flank surfaces attached to it.
So now let’s understand the nomenclature of a multi point cutting tool.
You might like: Different Types of Lathe Machine Operations [Complete Guide]
Nomenclature of Multi Point Cutting Tool
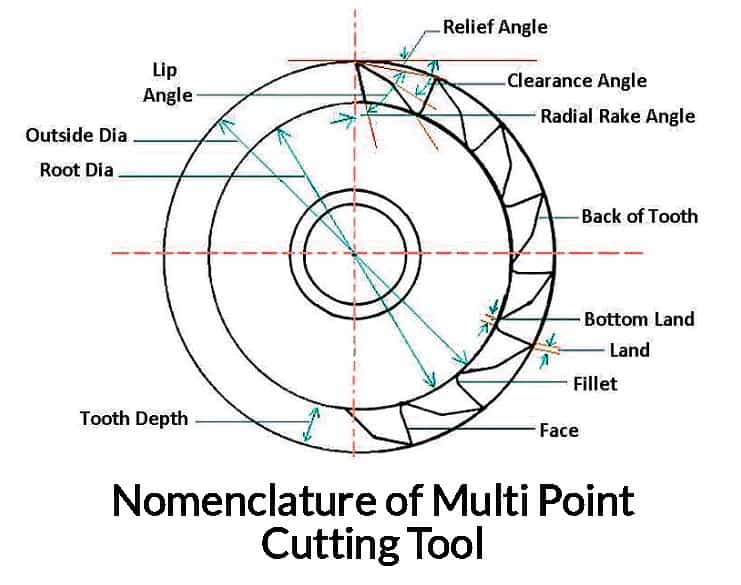
#1 Body
It is the milling cutter’s main frame, on which the teeth are supported.
#2 Periphery
It is referred to as the location of the cutter’s tooth-cutting edges.
#3 Cutting Edge
It is the part of the blade that comes into contact with the workpiece during the cutting process. It is the point where the teeth’ face and the tooth flank meet.
#4 Fillet
It is the area where one tooth meets the face of another. It is used for supporting tooth cutting.
#5 Face of Teeth
It is the area where a chip forms during cutting. It could be flat or curved.
#6 Back of Tooth
It is produced by the secondary clearance angle and the fillet.
#7 Land
It is the slender portion of the back of the cutting edge. The clearance angle produces land.
#8 Bottom Land
The area between each set of teeth is referred to as the bottom land.
#9 Root Diameter
The diameter that connects the two ends of the periphery and passes through the cutter’s center is known as the root diameter.
Now, we are going to discuss the angles of multi-point cutting tool.
You might like: How To Perform Turning Operation? PDF
Angles of Multi Point Cutting Tool
#1 Lip Angle
The angle formed by the teeth’s land and face is known as the lip angle. A small surface on the back of teeth is called land.
#2 Relief Angle
It is the angle formed between the land of the tooth and the tangent to the cutter’s outside diameter at the cutting edge. The purpose of the relief angle is to prevent contact between the work surface and the tooth’s root. The type of material to be machined affects the relief angle.
#3 Radial Rake Angle
it is the angle formed by the teeth’s face and the radial line that runs through the tooth’s cutting edge. Radial rake angles can be zero, positive, or negative. Because the chips can move easily across the cutter’s face, free cutting is achieved.
1. Zero Rake Angle
The radial line and tooth face meet at this angle.
2. Positive Rake Angle
In this, the radial line’s side that the tooth face and body are on is the same.
3. Negative Rake Angle
In this, the radial angle and tooth surface are on the opposite side of the radial line.
#4 Axial Rake Angle
It is the angular relationship between the cutter’s axis and the cutting edge’s periphery. This angle is in a plane that is parallel to the radial plane.
#5 Clearance Angle
This is the angle between the edge of the tooth’s cutting edge and the tangent to the cutter’s outside diameter. The primary clearance angle and secondary clearance angle are the two divisions made according to the clearance surface.
You might like: What are the Different Types of Chips In Metal Cutting?
Examples of Multi Point Cutting Tool
The most specific example of this type of cutting tool is the milling cutter. The only exception is the fly milling cutter (which is a single-point cutter), there are usually multiple-point cutters available.
In contrast to a heavy-duty large cutter, which may have up to forty cutting edges, a small end mill may have three. A few other types of multi-point cutters, aside from milling cutters, are listed below.
- Reamer (this tool is used for reaming operations)
- Broach (this tool is used for broaching operations)
- Hob (this tool is used for hobbing operations)
- Grinding wheel (abrasive cutter)
- Hone (this tool is used tool for honing operations)
Now, we will look into the advantages and disadvantages of multi point cutting tools.
You might like: Difference Between Up Milling and Down Milling
Advantage of Multi Point Cutting Tool
Following are the advantages of multi point cutting tool:
- Chip load on each cutting edge significantly decreases because the total feed rate or depth of cut is divided equally across all cutting edges.
- In order to increase material removal rate and productivity, a higher feed rate or depth of cut can be used.
- The force acting on each cutting edge is significantly reduced as a result of the distribution of chip load.
- In some cases, a cutting force component gets eliminated or reduced automatically (zero results for a particular cutting force component).
- As the cutting edge engages and disengages repeatedly with the work piece during machining, it does not remain in continuous contact with the work piece. This gives heat from the tool body enough time to dissipate, protecting the cutter from overheating and plastic deformation.
- Because of the irregular cutting action, a slower rate of tool temperature increase is seen.
- Tool wear rate also decreases as a result of the engagement time being shorter and the tool body accumulating less heat.
- As a result, the cutter’s life span lengthens.
Disadvantages of Multi Point Cutting Tool
The following are the disadvantages of multi point cutting tool:
- The cutting edges or teeth of a cutting machine are subjected to fluctuating loads due to intermittent cutting.
- As a result, the cutter creates noise, and vibration, and has reduced endurance.
- The cutter’s design and construction are both relatively challenging.
- This raises the price of multi point cutters.
Difference Between Multi Point Cutting Tool
Following are the difference between multi point cutting tool:
| Multi Point Cutting Tool | Single Point Cutting Tool |
|---|---|
| The fabrication and design of the multi-point cutting tool are challenging. | The single point cutting tool is simple to fabricate and design. |
| This tool has a lower rate of tool wear. | The rate of tool wear for single point cutting tools is high. |
| Longer tool life is provided by these types of cutting tools. | The tool life of a single point cutting tool is shorter. |
| These types of tools offer lower cutting temperatures. | The cutting temperature of a single point tool is high. |
| These types of cutting tools is expensive. | These types of tools are less expensive. |
| This tool is highly productive and removes material quickly. | This tool has a low productivity and rate of material removal. |
| These tools enable greater cutting depth, feed, and speed. | Lower speed, feed, and cut depth are made possible by these kinds of tools. |
Conclusion
That’s it. Thanks for reading. I hope I have covered everything about the “Multi Point Cutting Tool.” It would be helpful if you could let me know if there was anything I missed or if you have any doubts about anything I wrote.
Please share this article with your friends if you find it interesting.
Want free PDFs direct to your inbox? Then subscribe to our newsletter.
Download PDF of this article:
You might like to read more in our blog:
I’m truly impressed by this post. It’s straightforward and filled with useful insights. Excellent work!
Thanks for your feedback.